|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
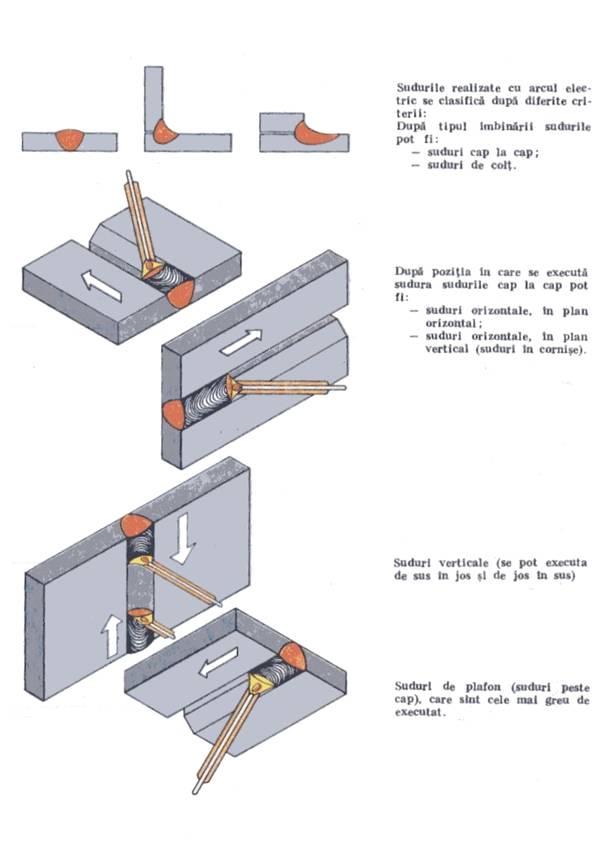
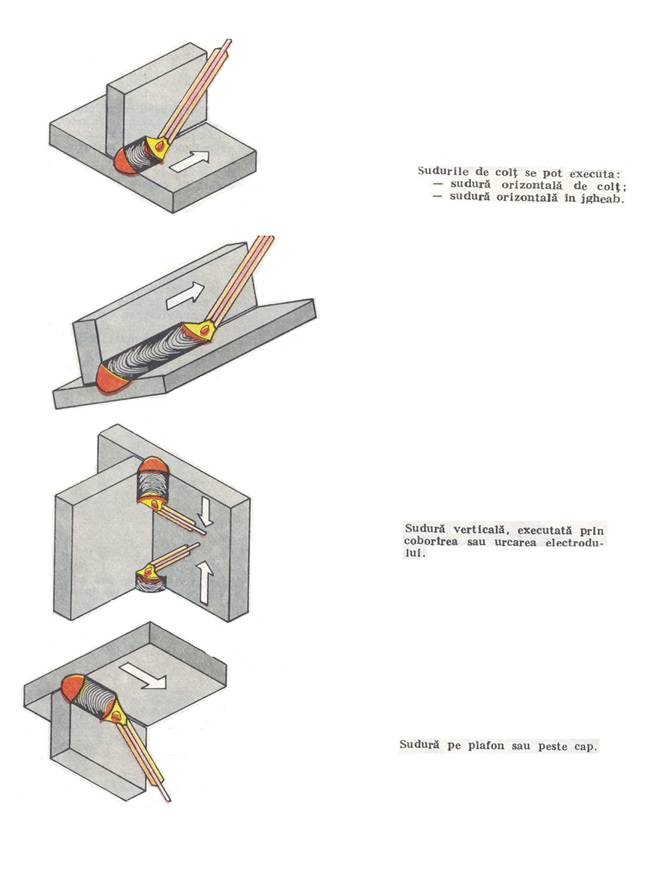
TIPURI DE IMBINARI SUDATE
1 Caracteristici structurale ale metalelor
1.1 Structura metalelor
Metalele sunt solide policristaline cu microstructura grauntoasa; microcristalele sunt formate din retele spatiale de ioni pozitivi si un nor de electroni, care oscileaza printre planurile reticulare.
Majoritatea metalelor principale au retele spatiale cubice si hexagonale.
Din 16 metale folosite in constructii 12 cristalizeaza in sistem cubic si 4 in cel hexagonal.
In sistem cubic metalele pot avea:
structura de cub centrat sau cu volum centrat;
structura de cub cu fete centrate.
In sistem hexagonal, structura cea mai compacta este data de prisma dreapta cu baza hexagon, in fiecare colt al prismei in centrul bazelor gasindu-se cate un ion.
Trecerea unui metal din stare topita in stare solida se face prin cristalizare. Formarea retelei cristaline incepe sa se produca la o temperatura proprie fiecarui metal; in mod practic, pentru producerea cristalizarii este necesara o subracire.
1.2. Formele alotropice ale fierului
Transformarile alotropice au loc la temperaturile de 1390°C, cand din o structura cristalina cubic centrat se ajunge la o structura in retele cubice cu fete centrate si apoi din nou sub 906°C, in sistemul cubic centrat.
La temperatura de 760°C fierul mai sufera o transformare insa nu de natura cristalina, ci magnetica.
La temperatura normala fierul α are proprietati magnetice care dispar la temperatura de 768°C (temperatura de transformare magnetica).
Fierul γ este important pentru faptul ca are capacitate mare de a se alia cu alte elemente.
2.Aliaje
Aliajele metalice rezulta din topirea impreuna a mai multor elemente sau prin introducerea in topitura unui metal a unor elemente de aliere, la solidificarea acestor topituri obtinandu-se aliajele.
Aliajele solutie solida sunt formate dintr-un singur fel de microcristale, omogenitatea sistemului pastrandu-se si in stare solida.
Solutiile solide se formeaza in doua feluri:
solutia solida de substitutie, caracterizata prin in locuirea ionilor din reteaua cristalina a componentului de baza cu ioni ai altor elemente;
solutia solida de patrundere (de interstitie), caracterizata prin faptul ca ionii straini ai elementelor care se dizolva patrund in golurile retelei cristaline ale elementului de baza.
Aliajele de amestec sunt formate din cel putin doua feluri de cristale reprezentand sisteme neomogene.
Aliajele fier-carbon
Fierul da cu carbonul o combinatie chimica, o solutie solida si aliaje de amestec.
Diagrama de echilibru a sistemului fier-carbon, racirea facandu-se repede
Compusul chimic dat de fier si carbon este Fe3C numit carbura de fier sau cementita cu un continut de 6.67% C se formeaza numai prin incalzire la temperaturi mai mari de 1145°C, iar prin racire brusca ramane stabila si la temperatura normala; cementita este foarte dura, rezistenta la uzura, dar fragila si cu densitate mai mica decat ferita.
Solutia solida de carbon in γ ferita se numeste austenita si contine maxim 1.7% carbon. Este stabila numai la temperaturi mai mari de 723°C care este temperatura formarii eutectoidului. La racire austenita se descompune in α ferita si cementita sau in amestecul eutectoid al acestor doua substante. Poate fi stabila si la temperatura normala, dar numai prin aliere cu mangan sau nichel.
Eutecticul sistemului ferita-cementita se numeste ledeburita. (Eutectic = punctul la care ambele metale cristalizeaza impreuna la o temperatura anume si cu o compozitie constanta la fel ca substanta pura). Are structura lamelara cu lamele alternative din austerita si cementita.
Eutectoidul sistemului ferita-cementita se numeste perlita. (Eutectoid = punctul in care cele doua metale, care formau solutia solida, cristalizeaza impreuna ca o substanta pura). Are structura lamelara αFe si cementita, dar mult mai fina. Poate insa avea si o structura globulara.
Eutectoidul se deosebeste de eutectic prin faptul ca se formeaza din solutia solida si are o structura mult mai fina.
Aspectul aliajelor ferita-cementita
Tehnologia fontelor si otelurilor
Materia prima pentru fabricarea fontei o constituie minereurile de fier care contin o parte utila, in care fierul se gaseste in general sub forma de oxizi si o parte nefolositoare (ganga), formata din diferite amestecuri.
Pentru a putea fi utilizat, minereul trebuie sa contina 35% fier, altfel sunt necesare operatii de pregatire a materiei prime.
Principalele minereuri de fier utilizate la fabricarea fontei sunt:
trioxid de fier anhidru - hematita;
trioxid de fier hidratat - limonita;
oxid magnetic de fier - magnetita;
carbonat de fier - siderita;
bisulfura de fier - pirita.
Elaborarea fontei
Fonta se fabrica in cuptoare inalte, numite furnale. Pentru fabricarea fontei in furnal se introduc:
minereu de fier natural sau preparat la care se elimina unele impuritati;
cocsul (rol combustibil) - pentru reducerea oxizilor de fier si pentru carburarea fierului ramas liber;
fondanti - pentru eliminarea partii nefolositoare (ganga) din minereul de fier.
Minereul, fondantul si cocsul se incarca pe la partea superioara a cuptorului in straturi alternative. In furnal se sufla aer sub presiune la 1.2-2.5 atmosfere dupa ce a fost preincalzit la 600-900°C. materialele introduse se incalzesc treptat; la temperaturi de 400-950°C se produce reducerea indirecta a oxizilor de fier din minereuri cu ajutorul oxidului de carbon (CO) ce rezulta din oxidarea cocsului cu aerul cald. fierul redus, coborand prin cuptor se satureaza treptat cu carbon. Rezulta in acest mod carbura de fier (cementita) care se dizolva in fier la temperaturi inalte (1250-1300°C) si il carbureaza. Rezulta fonta care se scurge, topita, pe fundul creuzetului.
In afara de carbon, fontele comtin cantitati acceptabile de impuritati ca: Si, Mn, P etc.
Fontele sunt de trei feluri:
fonta cenusie (de turnatorie) - coloare datorata grafitului;
fonta alba (de afanare) - contine cementita fiind foarte dura si serveste pentru fabricarea otelului;
fonte speciale - contin proportii diferite de unul sau mai multe elemente de aliere (Si, Al, Mn, Cr), folosesc la obtinerea otelurilor speciale.
Produsele din fonta se caracterizeaza prin
rezistenta mare la compresiune
rezistenta la actiunea agentilor atmosferici.
Se folosesc sub forma de: placi, blocuri de reazem, obiecte tehnico-sanitare etc.
Elaborarea otelurilor si a produselor din otel
Otelul se fabrica din fonta, careia I se reduce cantitatea de carbon.
Procedeele cele mai raspandite de obtinere a otelurilor sunt:
procedeul convertizorului;
procedeul SIEMENS-MARTIN;
procedeul electric.
Procedeul convertizorului consta in suflarea de aer sub presiune 1.5-2 atmosfere care oxideaza fierul din fonta formand FeO si acesta reactioneaza cu C, Mn, Si, P. Aceste reactii se produc cu degajare de caldura, ceea ce ridica temperatura metalului pana la 1600°C. Otelurile produse sunt de calitate slaba datorita impuritatilor pe care le contin.
Procedeul SIEMENS-MARTIN permite obtinerea de oteluri de calitati diferite si cu adaosuri de fonta, otel vechi si chiar de minereuri de fier.
FeO necesar oxidarii impuritatilor rezulta din fonta si otelul vechi sau din minereurile de fier.
Procedeul foloseste un cuptor cu vatra cu captuseala acida sau bazica functie de natura fontei introduse.
Pentru obtinerea temperaturilor inalte necesare in spatiul de lucru al cuptorului se arde combustibil incalzit (obisnuit gaz) care inainte de a intra in cuptor trece prin camerele regeneratoare. Zidaria acestor camere se incalzeste cu caldura gazelor wvacuate din cuptor si cedeaza caldura ei amestecului combustibil. Temperatura in cuptor atinge 1700°C.
Durata unei sarje este de circa 5-6 ore, procesele metalurgice pot fi bine stapanite si ca urmare se obtin oteluri de buna calitate si cu compozitie chimica omogena.
Procedeul electric este cel mai perfectionat pentru obtinerea otelului, deoarece cantitatea de aer care patrunde in cuptor este neinsemnata; se obtine o temperatura foarte inalta si se produc oteluri de calitate superioara.
Pentru oxidarea impuritatilor se foloseste fierul vechi. Ridicerea temperaturii se face prin transformarea energiei electrice in energie termica prin sistemul de arc electric, prin inductie sau cu rezistente.
Procedeul se caracterizeaza prin consum ridicat de energie electrica la tona de otel, ceea ce face ca procedeul sa fie folosit doar la elaborarea otelurilor speciale de scule, a otelurilor inoxidabile, etc.
Otelul elaborat in convertizoare sau in cuptoare se toarna, mai intai, in oale de mare capacitate care sunt captusite. Continutul acestor oale se toarna apoi in forme speciale numite lingotiere, confectionate din fonta si in care se realizeaza racirea si solidificarea otelului.
Otelul turnat in lingouri este un semifabricat, fiind supus ulterior la alte operatii, numite tratamente mecanice, pentru a se obtine produse utilizabile. Principalele tratamente mecanice sunt:
forjarea - prin care forma finala a piesei metalice se obtine prin batere cu ciocanul sau presare; cu acest procedeu se executa pentru industria constructiilor buloane, scoabe, saboti, etc.;
laminarea - prin care lingourile incalzite in prealabil la 900-1000°C sunt trecute in instalatii numite laminoare; produsele laminate sunt utilizate in constructii si la realizarea structurilor de rezistenta;
trefilarea - procedeu prin care semiprodusul de otel este tras printr-un orificiu (filiera) < 10% decat sectiunea acestuia; se obtin: sarma, tevi cu pereti subtiri, bare cu dimensiuni exacte, etc.;
matritarea - procedeu prin care materialul se preseaza in tipare ce corespund formei produsului.
Tratamentele mecanice se pot face la cald sau la rece.
Tratamente termice
Tratamentele termice sunt:
recoacerea - tratament suferit de otel cand este incalzit la temperatura inalta si apoi este lasat sa se raceasca incet; in felul acesta, otelul revine la structura initiala;
calirea - tratament pe care il sufera otelul cand este incalzit la temperatura inalta si apoi este racit brusc; prin incalzire la temperatura inalta, otelul sufera schimbari interne care ii imbunatatesc calitatile;
revenirea - tratament pe care il sufera otelul calit in scopul de a indeparta defectele calirii.
4. Proprietatile mecanice ale metalelor
4.1. Incercarea la tractiune
Se face pe epruvete de sectiune circulara sau dreptunghiulara in masina de incercat cu o viteza de cel mult 1 daN/mm2·s punandu-se in evidenta, pentru otelul moale, urmatoarele caracteristici de rezistenta si deformatii:
- Limita de proportionalitate σp (σ10) care reprezinta efortul unitar la care abaterea de la proportionalitate dintre efortul unitar si alungire atinge valoarea prescrisa de 10%.
- Limita de curgere σc, care are valorile extreme σcs σci. Pana la limita de curgere superioara (σcs) materialul se comporta tot elastic, dar nu proportional. De la aceasta valoare a efortului unitar, materialul intra in asa-numita "zona de curgere",iar deformatiile sunt de natura plastica. Deformatiile plastice ale otelului, numite si deformatii plastice de ordinul I, se datoresc alunecarii planurilor reticulare. Deformatiile plastice se produc practic la un effort unitar constant σc, valoare care se ia drept criteriu de stabilire a rezistentelor limita ale materialului.
Deformatiile plastice ale metalelor (curgerea) apar datorita lunecarilor (a) care duc la micsorarea (gatuirea) progresiva a sectiunilor transversale (b).
Lunecarile se produc in planurile reticulare ale grauntilor ce alcatuiesc metalul respectiv.
- Dupa consumarea palierului de curgere eforturile unitare pot sa creasca din nou pana la valoarea maxima a efortului unitar denumita limita de rupere (σr) sau rezistenta la rupere Rm. Cand eforturile cresc din nou, aceasta zona se numeste zona de ecruisare a materialului.
Dupa atingerea limitei de rupere, eforturile unitare incep sa scada pana in momentul cand materialul se ruep, caracterizat prin deformatia εr.
Aceasta scadere a eforturilor unitare este fictiva si se datoreste faptului ca in relatia de calcul a efortului unitar s-a stabilit ca se ia aria initiala A0 si nu cea reala A din momentul respectiv, care este dificil de masurat. Diagrama reala de ruepre este cea punctata:
- Modulul de elasticitate E se stabileste in domeniul de proportionalitate al diagramei σ-ε.
Pentru otelurile de constructie se poate lua:
E = 2.1 · 106 daN/cm2
- Alungirea specifica la rupere δn (An) se determina cu relatia:
![]()
unde:
Lu = lungimea epruvetei dupa rupere, cuprinzand sectiunea rupta in treimea mijlocie;
L0 = lungimea initiala, putandu-se lua 5·d0 sau 10·d0 si rezultand δ5 respectiv δ10;
d0 = diametrul initial.
- Gatuirea Z rezulta din formula:
![]()
unde:
Su = aria sectiunii transversale rupte.
4.2. Incercarea la compresiune
Se face mai ales la aliajele de turnare. Efectuarea determinarii se face pe epruvete cilindrice cu diametrul de 3 cm si h = 3 cm. Incercarea se face cu presa hidraulica.
4.3. Duritatea metalelor
Se determina prin mai multe metode:
Brinell
Vickers
Rockwell
Poldi
Metoda Brinell de determinare a duritatii consta in apasarea, cu o sarcina F, un tipm dat, pe presa de incercat, a unei bile de otel de diametrul D si masurarea diametrului d al urmei lasate de bila dupa indepartarea sarcinii. Formula de calcul a duritatii Brinell HB, este:
Metoda Vickers consta in apasarea cu o sarcina F, un tipm dat, pe presa de incercat, a unui penetrator piramidal drept, cu baza patrata, avand prescris unghiul la varf si in masurarea diagonalei d a urmei lasate pe suprafata piesei de incercare, dupa indepartarea sarcinii. Relatia de calcul este:
![]()
unde F se introduce in daN.
Metoda Rockwell consta in apasarea unui penetrator (con de diamant sau bila de otel) sub o sarcina initiala F0 si apoi o suprasarcina F1 si masurarea adancimii remanente de patrundere e, dupa indepartarea suprasarcinii, mentinandu-se sarcina initiala aplicata.
Duritatea Rockwell este diferenta dintre adancimea conventionala data E si adancimea patrunderii remanente e a penetrometrului sub o sarcina F1; adancimea se masoara fata de pozitia penetratorului sub sarcina initiala F0.
Formula pentru calculul duritatii este:
![]()
E = luat cu valoare conventionala 100, are o adancime reala 0.20 mm; el poate avea si alte marimi.
Metoda Poldi este o metoda dinamica de determinare a duritatii. Duritatea unei piese se face in functie de duritatea cunoscuta a unei bare etalon, prin raportul dintre diametrele celor doua amprente pe care o bila le lasa in cele doua piese. Cu ajutorul unui dispozitiv bila este presata intre cele doua piese prin batere cu ciocanul.
4.4. Rezilienta sau rezistenta la incovoiere prin soc
Reprezinta raportul dintre lucrul mecanic consumat pentru ruperea epruvetei si aria sectiunii din dreptul crestaturii unde se produce ruperea. Rezilienta se determina pe epruvete de 100x100x550 mm sau de 50x100x550 mm.
4.5. Incercarea la indoire
Este o incercare tehnologica si serveste la aprecierea capacitatii de deformare plastica a epruvetelor. Incercarea consta in deformarea plastica a unei epruvete rectilinii cu sectiune plina (circulara sau poligonala) prin indoire lenta si continua.
Incercarea se poate face:
intr-un dispozitiv cu role;
intr-o matrita;
sau prin indoire completa.
Oteluri folosite in constructii
Oteluri carbon au in compozitie Fe, C si Si, Mn, Al, S, P etc. in cantitati reduse. Se impart in urmatoarele categorii:
otel carbon obisnuit - folosit in mod curent, fara tratament termic, la constructii metalice, constructii de masini, otel beton, etc.;
otel carbon de calitate - un otel nealiat, este supus in general la tratamente termice si termochimice;
otel carbon superior - la care se garanteaza si continutul maxim de impuritati.
Oteluri aliate si slab aliate. Contin elemente de aliare metalice sau nemetalice, urmaresc fie marirea rezistentelor, fie imbunatatirea comportarii fata de agentii agresivi din mediul inconjurator. Principalele elemente de aliere sunt: Si, Mn, Ni, Cr. Categorii:
aliajele de siliciu se obtin prin introducerea ferosiliciului in otelul topit, alierea cu siliciul este posibila la otelurile sarace in carbon; face otelul rezistent la oboseala;
aliajele cu mangan pentru constructii metalice se realizeaza cu un continut maxim de 0.8%, deoarece manganul mareste fragilitatea otelului; au duritate mare;
aliaje cu nichel - au aceleasi proprietati ca si aliajele cu mangan, dar pentru cantitati duble de nichel;
aliaje cu crom - sunt inoxidabile si au rezistente mecanice superioare.
Conditiile tehnice generale ale otelurilor de uz general pentru constructii sunt standardizate. In aceasta categorie sunt incluse otelurile carbon si slab aliate de uz general sub forma de produse deformate plastic la cald (laminate, forjate, etc.), folosite in mod curent la constructii metalice si mecanice.
Notarea acestor oteluri se face prin simbolul OL urmat de doua cifre care reprezinta rezistenta minima de rupere la tractiune in daN/mm2. Simbolul marcii se completeaza cu cifra 1, 2, 3 sau 4, reprezentand clasa de calitate corespunzatoare caracteristicilor de calitate. De asemenea se mai completeaza cu o litera ce indica gradul de dezoxidare a otelului: n - necalmat, s - semicalmat si k - calmat. In cazul in care nu se indica simbolul. Se intelege otel necalmat. Ex.: OL 34·1n = OL 34·1, inseamna otel de uz general cu rezistenta minima de rupere 34 daN/mm2, clasa de calitate 1, necalmat.
Dupa domeniile de utilizare in constructii otelurile se mai pot clasifica in:
laminate de otel pentru constructii metalice si structuri de beton cu armatura rigida - OL;
oteluri pentru beton armat - OB;
oteluri pentru beton precomprimat - PC.
Laminate de otel
Din oteluri de uz general pentru constructii se obtin, prin laminare la cald, o serie de produse folosite in constructiile metalice si in constructii de beton cu armatura rigida:
otel rotund: a = 12-56 mm;
otel semirotund: a = 5-19 mm;
b = 10-38 mm;
otel patrat: a = 8-140 mm;
otel lat: a = 12-150 mm;
b = 5-50 mm;
platbande: a = 160-600 mm;
b = 6-40 mm;
banda de otel: a = 20-500 mm;
b = 1-5 mm;
tabla striata;
tabla ondulata;
otel cornier cu: - aripi egale: a = 20-160 mm;
- aripi inegale: a = 30-150 mm;
b = 20-100 mm;
otel I: a = 80-400 mm;
b = 42-155 mm;
otel T;
otel U;
profile ferestre metalice;
profile pentru tamplarie metalica.
Pentru constructii metalice se mai utilizeaza si profilele din banda de otel "formate la rece". Profilele se executa din banda de otel: OL 32, OL 34, OL 37.1, OL 37.2, OL 37.3, laminata la cald sau la rece.
Oteluri pentru beton armat si precomprimat
Pentru realizarea armaturilor utilizate la beton armat se foloseste otel carbon de marcile: OL 34, OL 37, OL 37 M II si otel slab aliat pentru constructii de marcile: 19 M 14, 23 SM 15 si 65 SM 11, care au continut de Si si Mn mai ridicat.
Sortimente si caracteristici mecanice ale otelurilor pentru armaturi:
-OB 00 - otel beton neted laminat la cald; diametre: 6; 7; 8; 10; 12;
Rc min = 255 N/mm2;
Rr min = 370 N/mm2.
-OB 37 - idem.
-STNB - neteda N si profilata P, prin tragere T; diametre: 3; 3.55; 4; 4.5; 5; 5.6; 6; 7.1; 8; 9; 10; σc = 400-510 N/mm2; σr = 510-610 N/mm2.
-PC 52 - periodic laminat la cald; diametre: 6; 7; 8; 10; 12; 14; 16; 18; 20; 22;25; 28; 32; 36; 40.
-PC 60 - idem.
-PC 90 - idem.
Armaturile cu profil periodic din otel tip PC au doua nervuri longitudinale diametral opuse si nervuri elicoidale la distante egale, inclinate la 55-65° fata de nervurile longitudinale.
Otelurile utilizate pentru otelul precomprimat sunt oteluri de inalta rezistenta care pot fi clasificate dupa tehnologia de fabricatie:
sarma de otel patentata, trasa la rece cu sau fara tratamente finale;
produse din sarma de otel patentata, trase la rece, cum sunt: impletiturile din 2 sau 3 fibre, sarma amprentata si toroane;
sarme sau bare de otel, de inalta rezistenta, slab aliate, laminate la cald, netede sau cu profil periodic, ecruisate sau nu, cu sau fara tratamente termice finale.
Procedeele de precomprimare cu larga raspandire utilizeaza mai ales oteluri din primele categorii.
5. Metale si aliaje neferoase
5.1. Aluminiul
Este un element care se gaseste in cantitatea cea mai mare dupa oxigen si siliciu - 8% in scoarta pamantului. Se extrage din bauxita care este oxid de Al hidratat. Purificarea Al se obtine cu ajutorul curentului electric. Proprietatile Al sunt:
metal alb, stralucitor;
ρ = 2.7 kg/dm3;
rezistente mecanice reduse;
oxideaza cu usurinta si se acopera cu un strat de oxid de Al.
Aliaje:
cele mai importante aliaje ale aluminiului sunt cu magneziul;
dupa continutul de magneziu, aliajele variaza:
duraluminiul - 1% Mg;
magnaliu - 10-30% Mg;
electron - 90% Mg;
se intrebuinteaza in aviatie.
5.2. Cuprul
Se gaseste in natura sub forma de oxizi, sulfuri si carbonati. Aceste minereuri contin circa 7-10% Cu.
Proprietati:
metal dur;
culoare rosiatica;
bun conducator de caldura si de electricitate;
maleabil;
se poate lamina in bare sau in sarme.
Aliajele Cu:
alama - aliaj de cupru cu zinc; pot fi rosii, galbene sau albe; este folosita pentru confectionarea manerelor de usi;
bronzul - aliaj de cupru cu staniu; serveste la executarea lucrarilor de instalatii.
5.3. Zincul
Se gaseste in natura sub forma de sulfura de zinc sau blenda.
Proprietati:
culoare alb-cenusie;
isi pierde luciul in aer.
Intrebuintari:
metal protector al tablei de acoperis.
5.4. Plumbul
Se gaseste in natura sub forma de sulfura de plumb sau galena.
Proprietati:
metal cenusiu-albastru;
metal moale, maleabil si ductil;
nu este atacat de acidul clorhidric si nu permite trecerea razelor Rontgen.
Intrebuintari: - instalatii de apa-canal, izolatii, etc.
Aliajele plumbului:
se poate alia cu staniul dand aliaje pentru lagare;
in aliaj cu staniul si antimoniul se intrebuinteaza in tipografie pentru litere.
6. Coroziunea metalelor si mijloace de aparare
Coroziunea in constructii metalice este rezultatul unor procese electrochimice care se produc cand acestea vin in contact cu umezeala condensata din atmosfera, cu apele din precipitatii sau cu apele din terenuri.
Pentru protectia metalelor contra coroziunii exista doua metode:
alierea metalelor - prin care se obtin metale inoxidabile; nu poate fi folosita in constructii metalice datorita costului ridicat;
acoperirea cu straturi protectoare: - procedeu folosit impotriva coroziunii constructiilor metalice; se realizeaza prin:
scufundarea piesei de metal in topitura metalului de acoperire;
galvanizarea - acoperirea realizata prin electroliza;
metalizarea - prin pulverizarea sau cu pistol de pulverizare;
voltuirea la cald - consta in acoperirea tablelor de otel cu table de aluminiu;
aplicarea de straturi din compusi chimici folosind:
oxidarea, la piese de otel si aluminiu,
fosfatarea;
cromatarea;
aplicarea de straturi de natura manganica si nemetalica: - smalturi;
aplicarea de straturide natura organica:
lacuri;
vopsele;
emailuri.
Copyright © 2024 - Toate drepturile rezervate