|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
|
Grupul Scolar Industrial "spiru haret" Scoala de Arte si Meserii str. Emil Garleanu, nr. 1, Arad | ||
|
Proiect |
||
|
examen de certificare a competentelor profesionale pentru obtinerea certificatului de calificare profesionala nivel III - sesiunea 2008 - Calificarea: tehnician prelucrari mecanice |
||
|
Tema: |
Tehnologia prelucrarii alezajelor prin rectificare |
|
I. argument
Prelucrarea suprafetelor de rotatie, interioare, cilindrice si conice prin rectificare se aplica atunci cand se impun conditii de precizie si calitate ridicate, care nu pot fi obtinute prin alte procedee, sau in cazul cand materialul piesei, avand o duritate ridicata, impune folosirea acestui procedeu.
De obicei, rectificarea se aplica pieselor tratate termic sau care au fost executate din materiale dure. precizia de prelucrare ce se obtine prin rectificarea interioara se incadreaza in clasele 5 -8 ISO, iar rugozitatea suprafetei Ra=1,6 . 0,4 µm.
I. continut
Scheme tehnologice utilizate
Metode de prelucrare a alezajelor cilindrice prin rectificare
Alezajele se pot rectifica in doua metode:
cu piesa in miscare de rotatie: aplicabila la piesele mici, cu forme regulate (discuri, bucse, roti dintate, etc.) care se pot fixa usor in mandrina masinii si care nu sunt usor deformabile;
cu piesa fixa: pentru piese cu dimensiuni mari si forma complexa (blocuri de cilindrii si carcase) care se fixeaza greu in mandrina.
La
prelucrarea pieselor fixate in mandrina masinii (fig.
La procedeul de prelucrare a alezajelor cu piesa fixa, discul abraziv executa toate miscarile necesare realizarii procesului de aschiere (fig. 1, b) piesa fiind fixata pe masa masinii cu axa in pozitie orizontala sau verticala.

fig.
Miscarile executate de discul abraziv sunt:
miscarea principala de aschiere nd (miscarea de rotatie in jurul axei sale);
miscarea de rotatie in jurul axei alezajului (miscarea planetara) sc;
miscarea de avans longitudinal sl;
miscarea de avans transversal st (de patrundere).
Metode pentru rectificarea suprafetelor conice interioare
Pentru prelucrarea alezajelor conice, se folosesc urmatoarele metode:
rectificarea prin treceri succesive;
rectificarea cu avans de patrundere;
rectificarea pe masini de rectificat planetar.
Rectificarea prin treceri succesive (fig. 2 I) se foloseste la rectificarea alezajelor conice pe masini de rectificat universale.
Papusa
port-piesa se roteste cu unghiul de inclinatie ![]() (
(![]() fiind unghiul la varf al conului). piesa de prelucrat,
fixata in dispozitivul de prindere al papusii port-piesa,
executa miscarea de avans II.
fiind unghiul la varf al conului). piesa de prelucrat,
fixata in dispozitivul de prindere al papusii port-piesa,
executa miscarea de avans II.
Discul de rectificat, fixat pe arborele principal, executa miscarea principala de aschiere I, miscarea de avans longitudinal III si miscarea de avans transversal IV impreuna cu papusa port-scula.
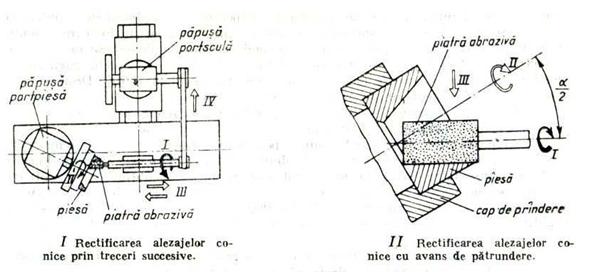
fig.
Rectificarea cu avans de patrundere (fig. 2, II) se aplica pentru prelucrarea alezajelor cu lungimea conului mica. Metoda se caracterizeaza printr-o productivitate ridicata, in schimb calitatea suprafetei prelucrate este mai slaba fata de cea obtinuta la rectificare prin treceri succesive, datorita faptului ca pe suprafata piesei raman urme circulare.
Piesa de prelucrat se roteste
impreuna cu capul de prindere fixat pe capatul arborelui principal al
papusii port-piesa cu un unghi de inclinare ![]() si executa
miscarea de rotatie II in jurul axei inclinate.
si executa
miscarea de rotatie II in jurul axei inclinate.
Piatra de rectificat fixata pe arborele port-scula executa miscarea principala de aschiere I si avansul III.
Rectificarea suprafetelor conice interioare pe masini de rectificat rotund interior planetar (fig. 3) se aplica pentru piese cu dimensiuni si masa mare la care alezajul conic are dimensiuni mari.
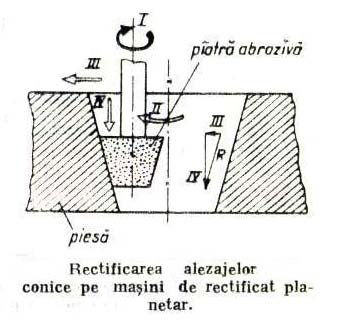
fig.
Prin acest procedeu se pot obtine conicitati pana la 6°, lungimea piesei conice fiind relativ mica. Miscarile necesare rectificarii sunt:
I - miscarea principala de aschiere (de rotatie a pietrei in jurul axei sale);
II - miscarea planetara (de rotatie a pietrei in jurul alezajului ce se rectifica);
III - miscarea de avans radial executata de capul de rectificat;
IV - miscarea de avans de patrundere executata tot de capul de rectificat.
Conicitatea piesei se obtine prin legatura cinematica rigida dintre avansul radial III si avansul de patrundere IV. Marimea acestor avansuri se alege astfel incat rezultanta celor doua miscari R sa fie paralela cu generatoarea conului de rectificat.
Piatra de rectificat se alege cu conicitatea egala cu a piesei.
Tehnologia de prelucrare si elementele regimului de aschiere se stabilesc la fel ca pentru alezajele cilindrice.
Masini de rectificat rotund interior
Masina de rectificat interior cu cap de prindere
Caracteristica acestei masini este prezenta unui cap de prindere (mandrina, platou, dispozitiv special) prin care se imprima piesei miscarea de rotatie (anexa 1).
Principalele parti componente ale acestei masini sunt:
papusa portpiesa, care contine capul de prindere si mecanismele pentru transmiterea miscarii de rotatie;
papusa portscula, continand arborele portscula si mecanismele necesare transmiterii miscarii de rotatie la piatra abraziva;
sania transversala, necesara obtinerii deplasarii papusii portscula pe directie radiala (avansul transversala)
batiul, continand mecanismele folosite la obtinerea miscarilor de avans ale papusii portscula. Pe batiu sunt montate cele doua papusi (portpiesa si portscula).
Principalele miscari folosite la aceste masini sunt:
miscarea principala ns, apartinand pietrei abrazive (intre 5000 si 60000 rot/min);
miscarea de rotatie a piesei np;
miscarea de avans longitudinal sl;
miscarea de avans transversal st;
miscarea de pivotare a placii pe care este asezata papusa portpiesa.
Avansurile de lucru sunt realizate hidraulic.
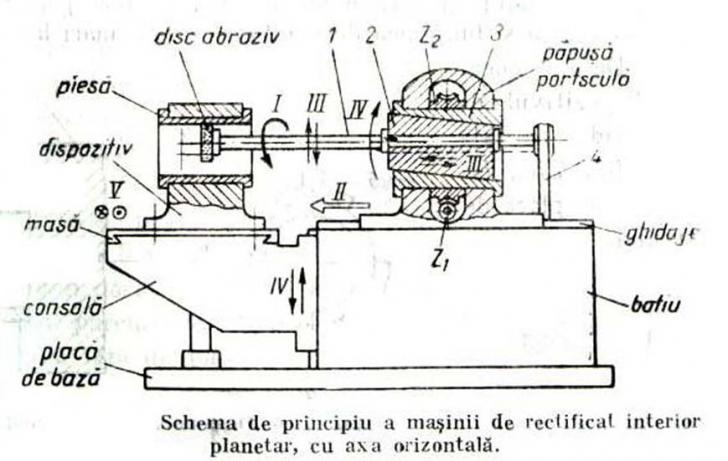
Masina de rectificat rotund interior planetar
Pentru prelucrarea pieselor de dimensiuni mari se folosesc masinile de rectificat interior planetare (anexa 2).
Aceste masini se construiesc cu axa sculei in pozitie orizontala sau verticala.
In anexa este reprezentata vederea simplificata si principiul de lucru ale masinii de rectificat interior planetar cu axa orizontala.
Piesa de prelucrat se fixeaza intr-un dispozitiv prins pe axa masinii.
Reglarea pozitiei corecte a piesei fata de arborele portscula se realizeaza prin deplasarea mesei in plan orizontal (miscarea V) si a consolei in plan vertical (miscarea IV). Scula fixata pe arborele principal 1 executa toate miscarile de lucru.
Miscarea principala de aschiere 1 este primita de la un motor electric printr-o transmisie cu curele 4. Arborele portscula este ghidat in lagarul de constructie speciala 2, iar acesta in cilindrul 3.
Prin deplasarea axiala III a lagarului se obtine reglarea radiala a arborelui principal, respectiv a sculei, asigurandu-se realizarea dimensiunii dorite a alezajului.
Scule si dispozitive utilizate la prelucrarea alezajelor prin rectificare
Scule abrazive
Pentru rectificarea alezajelor se folosesc pietre abrazive cu sau fara tija de forme variate: cilindrice, tronconice, etc.(fig. 4).
Pentru realizarea unei productivitati maxime la rectificare este necesar ca arborii posrtscula sa aiba o constructie rigida cu diametre si lungimi corespunzatoare. Se va acorda o mare atentie la alegerea pietrei abrazive din punct de vedere al formei, dimensiunilor si al principalelor caracteristici (abraziv, liant, granulatie, duritate).
Diametrul pietrei de rectificat se alege in functie de alezajul de prelucrat.

fig.
Dispozitive de prindere a pieselor
Pentru prinderea si fixarea pieselor la rectificarea rotunda se folosesc: universale actionate mecanic sau pneumatic, dispozitive cu bucsa elastica, dispozitive cu membrana.
Aceste dispozitive trebuie sa indeplineasca urmatoarele conditii:
sa asigure o prindere rigida fara a deforma piesa;
sa asigure a buna centrare a suprafetelor interioare fata de cele exterioare;
sa asigure o manipulare simpla la prinderea si desprinderea piesei;
sa asigure echilibrarea perfecta a meselor aflate in miscare, pentru a nu solicita arborele principal al masinii in timpul lucrului.
Prinderea pieselor cu pereti subtiri in universal se va face prin folosirea unor bacuri speciale cu suprafata si lungimea de contact cat mai mari la piesa de rectificat (fig. 5.a).
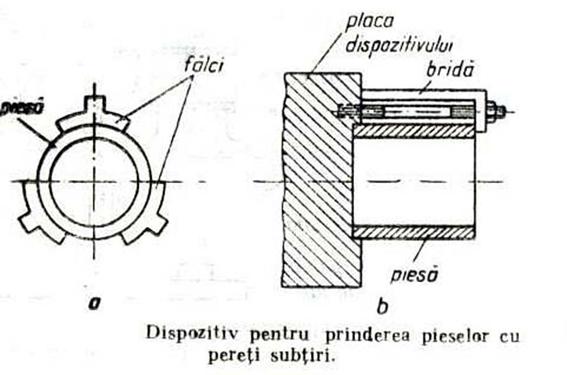
fig.
De asemenea, se poate folosi dispozitivul de prindere cu trei bride, pe fata frontala a piesei (fig. 5.b), aceasta centrandu-se pe placa de baza a dispozitivului.
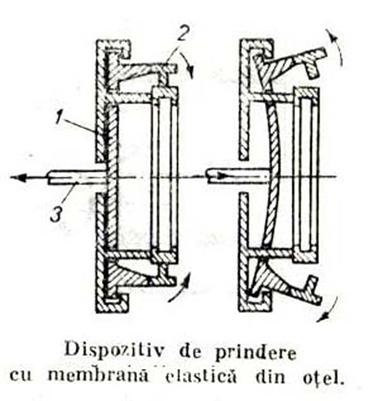
fig.
La productia de serie si in masa se folosesc dispozitive cu membrana elastica din otel (fig. 6). Membrana 1 comanda trei sau mai multe bacuri 2, care strang uniform piesa de prelucrat. Membrana este actionata de tija pistonului 3 al unui cilindru cu aer comprimat, montat in lungul arborelui principal.
Tehnologia de prelucrare a alezajelor prin rectificare. Elementele regimului de aschiere
Stabilirea tehnologiei de rectificare a alezajelor consta in alegerea masinii de rectificat, a metodei de prelucrare in functie de forma si dimensiunile piesei, a sculei si a dispozitivelor de prindere si fixare, avand in vedere rigiditatea piesei respective si conditiile impuse acesteia, precum si in stabilirea parametrilor optimi ai regimului de aschiere.
Regimul de aschiere in procesul de rectificare interioara se caracterizeaza prin faptul ca viteza de aschiere variaza in functie de felul prelucrarii (degrosare sau finisare) si de marimea alezajului de prelucrat.
La degrosare se folosesc viteze de aschiere cuprinse intre 15 si 20 m/s, iar la finisare de 20 - 30 m/s.
Pentru alezaje
mici se folosesc viteze de aschiere mici iar pentru diametre ale
alezajelor mai mari de
Avansul transversal
la degrosarea otelului si fontei variaza intre 0,002
si
Avansul longitudinal se stabileste in functie de materialul de prelucrat, dimensiunile de prelucrat, dimensiunile alezajului si felul prelucrarii.
Pentru marirea avansului longitudinal, se impune folosirea pietrelor late, dar marimea latimi adoptate este limitata de rigiditatea arborelui principal.
La rectificarea interioara se foloseste o racire abundenta in special la prelucrarea alezajelor mici, datorita faptului ca arcul de contact dintre piesa si scula este mare si conduc, in final, la o incalzire intensa a piesei ce se prelucreaza. Pentru evitarea acestui inconvenient se folosesc pietre abrazive moi.
Pentru rectificare se poate obtine o precizie a alezajelor in clasele 6 - 7 ISO si o rugozitate Ra = 0,8 . 3,2 µm.

fig.
Pentru calculul normei de timp se ia ca baza relatia de mai jos, cu precizarea ca drumul parcurs de scula se dubleaza din cauza miscarii de alternative executate de scula fata de piesa.
![]() [min]
[min]
in care:
![]() - reprezinta numarul de treceri
(raportul dintre adaosul de prelucrare si adancimea de aschiere);
- reprezinta numarul de treceri
(raportul dintre adaosul de prelucrare si adancimea de aschiere);
L - lungimea cursei, calculata pe baza latimii pietrei B (fig. 7);
k - coeficient ce tine seama de precizia de prelucrare si opririle la capetele cursei, avand valorile 1,2 pentru degrosare si 1,5 pentru finisare.
NTSM
Scopul respectarii acestor norme este sa contribuie la imbunatatirea continua a conditiilor de munca si la inlaturarea cauzelor care pot produce accidente de munca si imbolnaviri profesionale, prin aplicarea de procedee tehnice moderne.
La locul de munca, muncitorul se va prezenta in echipament corespunzator, va verifica buna functionare a masinii, dispozitivelor aferente si integritatea pietrelor.
Pentru operatia de prelucrare, muncitorul va respecta normele specifice de protectia muncii.
Masinile unelte trebuie sa corespunda din punct de vedere tehnic, sa aiba aparatori de protectie, sa fie protejat de electrocutare prin legare la pamant.
Urmatoarele norme trebuie respectate cu strictete:
inaintea inceperii lucrului, rectificatorul va verifica starea masinii, si in cazul constatarii unor defectiuni, va anunta maistrul;
daca in timpul prelucrarii se produc vibratii puternice, masina unealta se va opri imediat, procedandu-se la constatarea si inlaturarea cauzelor;
elementele de comanda pentru pornirea masinilor trebuie sa fie astfel dispuse incat sa nu permita pornirea accidentala a masinii;
pe masinile de rectificat se vor executa numai operatiile pentru care a fost destinata masina;
in timpul fixarii sau desprinderii piesei, precum si la masurarea pieselor fixate pe masa masinii, se va avea grija ca distanta dintre piesa si piatra sa fie cat mai mare;
verificarea cotelor pieselor fixate pe masa masinii precum si a calitatii suprafetei prelucrate se va face numai dupa oprirea masinii;
inaintea fixarii piesei pe masa masinii, se vor curata masa;
prinderea si desprinderea piesei se vor face numai cu axul principal oprit;
se interzice franarea cu mana a axului port-scula la oprirea masinii.
Utilajele si masinile vor fi astfel amplasate incat distantele minime dintre gabaritul lor functional maxim si celelalte elemente inconjuratoare sa respecte normele in vigoare.
La masinile de rectificat trebuie sa existe carcase de protectie pentru asigurarea protectiei lucratorului in cazul spargerii accidentale a corpului abraziv.
Prinderea piesei pe masa masinii si desprinderea ei se vor face numai dupa ce axul principal s-a oprit complet.
Pe toate masinile care utilizeaza corpuri abrazive se vor marca vizibil si durabil: sensul de rotire al corpului abraziv (printr-o sageata), turatiile sau vitezele de lucru ale acestuia.
Mesele masinilor de rectificat plan trebuie sa fie prevazute cu ingradire pentru retinerea pieselor in cazul desprinderii lor.
Mesele masinilor cu platou electromagnetic trebuie sa fie prevazute cu sisteme de interblocare care:
sa permita cuplarea avansului numai dupa conectarea platoului electromagnetic;
sa opreasca miscarea mesei in momentul intreruperii curentului electric de alimentare.
bibliografie
Copyright © 2024 - Toate drepturile rezervate