|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
TAIEREA SI PRELUCRAREA METALELOR CU ARC ELECTRIC
Taierea cu arc electric
Taierea cu arc electric poate fi efectuata cu electrozi obisnuiti , folosindu-se curenti mai mari fata de cei de la sudare , prin aducerea materialului in stare de topire si inclinandu-se piesa astfel incat sa se produca scurgerea metalului topit din cavitatea formata. Taierea nu se produce prin arderea metalului, ci prin topire si scurgere , ceea ce are drept rezultat taieturi de calitate inferioara, cu viteze reduse de taiere. Se folosesc curenti de 50 pana la 100% mai mari fata de curentaa de sudare. Pentru taiere, piesa se aseaza inclinat la minimum 60°, in vederea scurgerii produselor rezultate din topire , iar in cazul asezarii orizontale a tablelor , taierea se incepe la un capat al piesei pe muchia inferioara.
Rezultate mai bune se obtin cu electrozi inveliti , special destinati taierii, la care invelisul cu continut de bioxid de siliciu si celuloza dezvolta presiuni mari de gaz; in cazul folosirii unor curenti mari, patrunderea poate fi marita, astfel incat metalul topit poate fi usor indepartat, fara insa sa rezulte o taietura de calitate.
La taierea cu
electrozi inveliti se produc intense stropiri , marginile obtinute sunt neregulate si suprafetele
taiate au rugozitati mari, iar vitezele de topire sunt reduse ( de circa 5 m/h la grosimea de
Taierea cu electrozi inveliti sau cu electrozi de carbune este folosita la taieturi de lungimi reduse , fara conditii de calitate pentru suprafata taieturii; este folosita la retezarea de profile , la gauri pentru suruburi de fixare , la taierea fierului vechi si la piese din fonta sau din metale neferoase. Cu electrozi inveliti special destinati taierii (cu invelis exotermic), se obtin taieturi mai aspectuoase.
Taierea oxielectrica
Taierea oxielectrica , numita si taierea oxiarc , se bazeaza pe proprietatea metalelor de a arde in oxigen. Deoarece arcul electric are o temperatura inalta , mult superioara flacarii de gaz , incalzirea pana la temperatura de ardere este instantanee, odata cu producerea arcului .
Aceasta temperatura inalta, fiind mentinuta in tot timpul operatiei de taiere , permite ca prin procedeul oxiarc sa poata fi taiate si materiale care prin procedeul cu flacara de gaz si oxigen nu pot fi taiate.
Pentru taiere se
folosesc electrozi cu vergele , prevazute cu canale , prin care jetul de oxigen
de taiere produce arderea si taierea metalului. Electrozii au canale axiale ,
cu diametrul de 1,5-
Pentru taiere, electrodul se aseaza inclinat la 60° in sensul de taiere si numai la capatul de terminare este adus in pozitie verticala , ceea ce permite taierea pe intreaga grosime.
Prin procedeul oxiarc pot fi taiate: otelurile moi, otelurile inoxidabile, cuprul, aluminiul, fonta etc., insa din cauza calitatii inferioare a taieturii este necesar ca aceasta sa fie prelucrata mecanic. In tabelul de mai jos se dau regimurile de taiere , precum si consumurile specifice de materiale pentru otel cu continut redus de carbon , otel inoxidabil, cupru si aluminiu.
La taierea pieselor de grosimi mai mari se recomanda ca electrodului sa I se imprime in taietura miscari de oscilatie de forma dintilor de fierastrau , ceea ce usureaza evacuarea oxizilor formati. La taierea cuprului si aluminiului este necesara o ventilare suplimentare a locului de munca.
Regimurile de taiere oxiacetilenica si consumurile specifice de materiale la otel moale , otel inoxidabil, cupru si aluminiu
|
Material |
Grosimea tablelor mm |
Presiunea oxigenului daN/mm² |
Curentul A |
Consumul de oxigen l/m |
Viteza de taiere M/n |
Lungimea de taiere cu un electrod mm |
|
Otel cu continut redus de carbon | ||||||
|
Otel inoxidabil | ||||||
|
Cupru | ||||||
|
Aluminiu |
|
TAIEREA SI PRELUCRAREA METALELOR CU JET DE PLASMA
Acest procedeu se bazeaza pe topirea rapida a metalului si indepartarea lui din zona topita de catre actiunea termica si efectul mecanic al unui jet de plasma.
Plasma se formeaza in cazul cand un gaz ,de exemplu ,argonul este trimis peste un arc electric si apoi este obligat sa iasa printr-un orificiu mai mic.
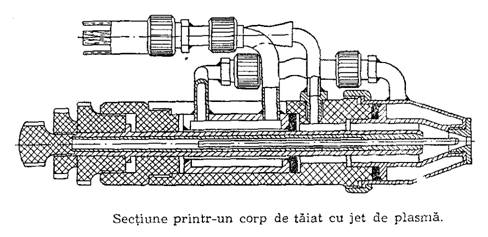
Aparatele cu care se obtine plasma se numesc plasmatroane. Procedeul se bazeaza pe intretinerea unui arc electric intre capatul unui electrod de wolfram si o duza de cupru prevazuta cu un orificiu. Duza si electrodul dunt racite cu apa, pentru a impiedica topirea lor (vezi figura de mai jos)
Gazul insuflat (argon, hidrogen, azot) peste arcul electric se disociaza , iar jetul format din electroni, capata o temperatura si o energie cinetica ridicata, permitand taierea cu usurinta a celor mai greu fuzibile metale si aliaje.
In aceasta forma, jetul de gaze iesind in exterior formeaza jetul de plasma.
Temperatura jetului de plasma poate atinge practic circa
Alimentarea arcului se face in curent continuu, folosind generatori sau redresori cu caracteristica exterioara coboratoare, dar cu tensiunea de mers in gol peste 250 v. Aceasta se poate obtine prin legarea in serie a 2 sau 3 generatori de sudare, pentru sudarea manuala. Totdeauna la electrodul de wolfram se leaga polul negativ. Gazele folosite sunt argon , azot sau un amestec de argon si hidrogen , argon si azot etc.
Regimurile de taiere sunt date in tabelul de mai jos:
Regimuri folosite la taierea cu jet de plasma a diferitelor materiale
|
Materialul |
Grosimea mm |
Viteza de taiere m/h |
Curentul A |
Tensiunea V |
Consum de gaze L/m |
Observatii |
|
Aluminiu |
Amestec de argon si hidroge. In proportie de 1:1 ; consumul de gaze pana la 3,5 mc/h |
|||||
|
Cupru |
Amestec de argon si hidroge. In proportie de 1:5 ; consumul de gaze pana la 3 mc/h |
|||||
|
Otel inoxidabil |
Amestec de argon si hidrogen. In proportie de 1:1 ; consumul de gaze pana la 3,5 mc/h |
Copyright © 2024 - Toate drepturile rezervate