|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
STUDIUL PROCEDEELOR SI METODELOR DE PRELUCRARE A ALEZAJELOR PRIN STRUNJIRE
1.1 Definitie. Principiul de lucru. Domeniul de utilizare
Strunjirea reprezinta procedeul de prelucrare prin aschiere cu cea mai frecventa utilizare, fiind metoda de baza pentru obtinerea corpurilor de revolutie[MAR02].
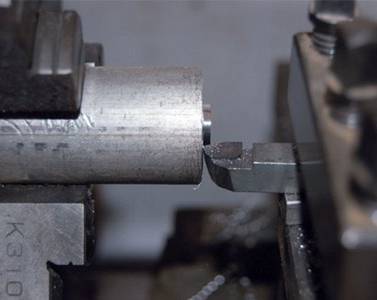
Fig.1.1 Prelucrarea unui semifabricat prin strunjire[www1]
Strunjirea se realizeaza prin combinarea miscarii principale de rotatie executata, de obicei de piesa, cu miscarea de avans a cutitului. Avansul este in general rectiliniu in directie longitudinala, transversala sau dupa o directie inclinata fata de axa miscarii principale.
Prin operatii de strunjire se pot prelucra:
suprafete cilindrice si conice (exterioare si interioare);
suprafete frontale;
filete;
altor forme de suprafete de revolutie (sferice, profilate);
suprafete care nu sunt de revolutie( excentrice, came, suprafete detalonate etc.)
Productivitatea raspunde atat cerintelor productiei individuale cat si de serie mare, iar precizia recomanda prelucrarile prin strunjire atat la degrosari cat si la finisari.
Masinile - unelte pe care se pot realiza aceste prelucrari sunt strungurile, construite intr-o mare varietate de tipo-dimensiuni si anume:
strunguri normale,fig1.2;

Fig.1.2 Strung normal [www1].
strunguri frontale,fig.1.3

Fig.1.3 Strung frontal [www1].
strunguri carusel, fig.1.4;

Fig.1.4 Strung carusel [www1].
strunguri revolver, fig.1.5;
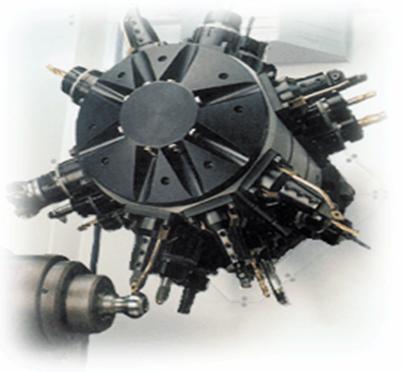
Fig.1.5 Strung revolver [www1].
strunguri cu mai multe cutite, fig 1.6;

Fig.1.6 Strung cu mai multe cutite [www2].
strunguri semiautomate,fig.1.7 ;

Fig.1.7 Strung semiautomat [www2].
strunguri automate, fig.1.8;

Fig.1.8 Strung automat [www2].
strunguri specializate, fig.1.9;

Fig.1.9 Strung specializat [www2].
strunguri cu comanda numerica,fig.1.10;

Fig.1.10 Strung cu comanda numerica [www2].
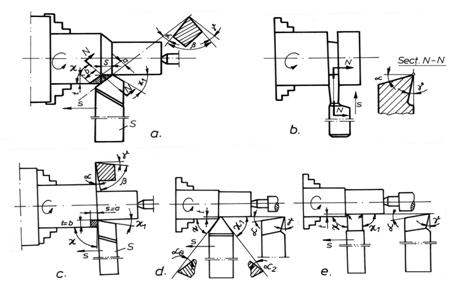
Fig.1.12 Prelucrarea unor suprafete cilindrice exterioare [MAR02]
1.13 Prelucrarea unor suprafete cilindrice interioare [MAR02].
▪ Strunjirea suprafetelor conice presupune realizarea generatoarei conului neparalela cu axa de rotatie a piesei in miscarea principala. Acest lucru se poate realiza prin mai multe metode si anume [MAR02]
prin rotirea saniei port-cutit
prin deplasarea transversala a varfului papusii mobile;
cu ajutorul unui cutit lat;
cu ajutorul dispozitivului de strunjit conic

Fig.1.14 Strunjirea suprafetelor conice [www2].
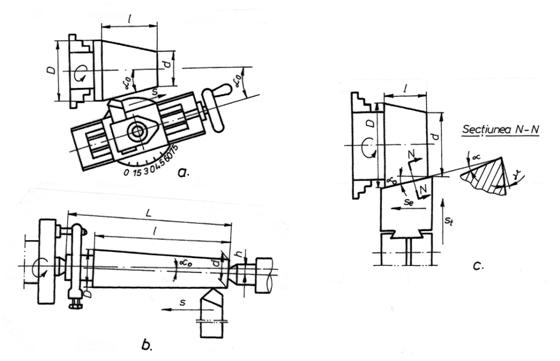
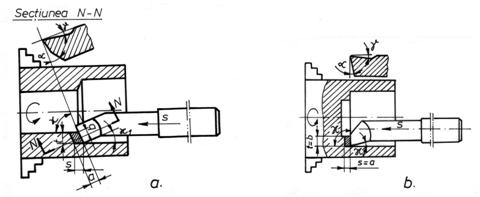
Fig.1.15 Modalitati de strunjire a suprafetelor conice [MAR02]
![]()
▪ Strunjirea suprafetelor plane frontale MAR02
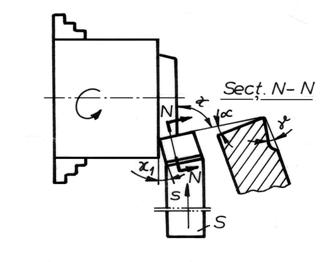
Fig.1.16 Strunjirea suprafetei plane frontale [MAR02]
▪ Strunjirea suprafetelor de revolutie cu cutite profilate [MAR02].
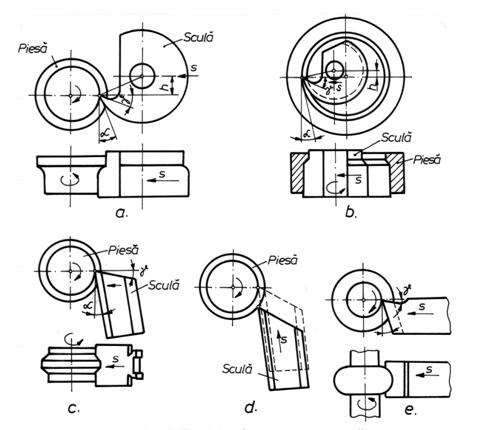
Fig.1.17 Strunjirea suprafetelor de revolutie cu cutit profilat [MAR02].
▪Strunjirea suprafetelor profilate prin copiere [MAR02].
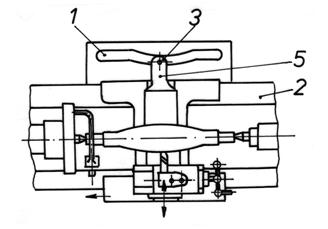
Fig.1.18 Strunjirea suprafetelor profilate prin copiere [MAR02]
1.2 Particularitati ale constructiei cutitelor de strung

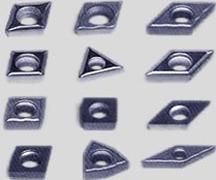
Fig.1.2.1Cutite de strung[www1] Fig.1.2.3 Pastile de aschiere[www2].
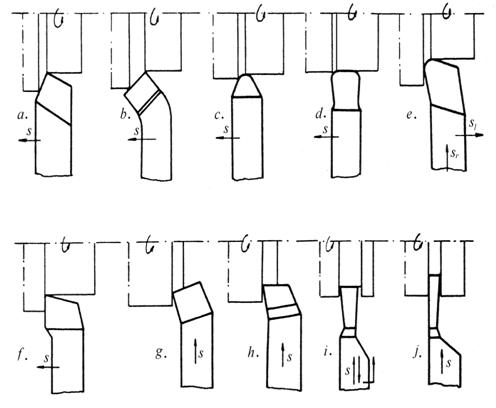
Fig.1.2.4 Forma cutitelor de strung [MAR02]
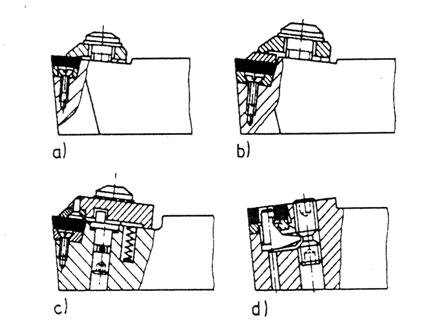
Fig.1.2.5 Sistemele de prindere a pastilelor de strunjit [MAR02].
1.3 Regimul de aschiere si fortele de aschiere la strunjire
In majoritatea cazurilor, atat la strunjirile de degrosare cat si la finisare, adaosul de prelucrare se indeparteaza intr-o singura trecere, deoarece in constructia de masini actualmente se lucreaza cu adaosuri relativ mici.
![]() Pentru adaosuri de
prelucrare simetrice adancimea de aschiere la strunjire se determina cu
relatia:
Pentru adaosuri de
prelucrare simetrice adancimea de aschiere la strunjire se determina cu
relatia:
(1.2)
Pentru adaosuri asimetrice adancimea de aschiere t este egala cu marimea adaosului Ac pentru operatia respectiva.
In mod obisnuit, avansul pentru strunjiri se adopta din normative, in functie de conditiile concrete ale prelucrarii. Alegerea avansului se face in functie de materialul si dimensiunea piesei, materialul partii aschietoare a sculei si marimea adancimii de aschiere. Verificarea avansului se face dupa urmatoarele criterii:
-rezistenta copului cutitului;
- rezistenta placutei din carburi metalice;
- eforturile admise de mecanismele de avans ale strungului;
- momentul de torsiune admis de mecanismul miscarii principale ale masinii unelte;
- rigiditatea piesei de prelucrat;
- precizia prescrisa piesei;
- calitatea prescrisa suprafetei prelucrate.
In cadrul verificarii din punct de vedere al rezistentei corpului cutitului, se neglijeaza actiunea componentelor Fx si Fy si se ia in calcul numai solicitarea data de forta principala de aschiere Fz [MAR02].
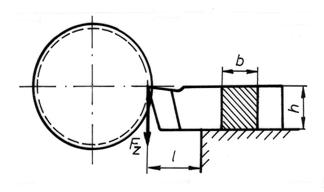
Fig.1.3.1 Forta de aschiere la strunjire [MAR02].
Pentru cutite cu sectiune dreptunghiulara, forta Fz admisibila:
![]()
(1.3)
![]()
( 1.4)
Egaland expresiile fortei principale de aschiere din relatiile de mai sus se obtine avansul admisibil :
La strunjirea cu cutite avand taisul din carburi metalice este necesara verificarea avansului din punct de vedere al rezistentei placutei din carburi metalice.
![]()
(1.6)
![]()
(1.7)
Verificarea avansului din punct de vedere al fortei admise de rezistenta mecanismului de avans se face comparand aceasta forta, trecuta de obicei in cartea masinii- unelte, cu componenta axiala a fortei de aschiere, calculata in baza avansului adoptat (aceasta din urma trebuind sa fie mai mica).
Verificarea avansului din punct de vedere al rigiditatii piesei se face numai pentru piese lungi (L/D≥7). In calcule se tine seama de sageata la incovoiere a piesei sub actiunea componentei radiale Fy si a celei principale Fz a fortei de aschiere. Aceasta verificare este necesara deoarece incovoierea piesei in directia rezultantei componentelor tangentiala si radiala ale fortei de aschiere poate duce la vibratii inadmisibile, iar incovoierea piesei in directia componentei radiale duce la abateri de la forma geometrica a piesei.
In cazul strunjirii, sageata maxima de incovoiere a piesei se determina cu relatiile:
- pentru prinderea intre varfuri:
![]()
(1.8)
-pentru prinderea in universal si varful papusii mobile :
![]() (1.9)
(1.9)
pentru prinderea in universal:
Sageata de incovoiere a piesei in directia componentei radiale a fortei de aschiere nu trebuie sa depaseasca 0,25 din campul de toleranta pentru prelucrarea piesei, la strunjire de finisare; sageata de incovoiere a piesei in directia rezultantei trebuie sa fie in limitele 0,2- 0,4 mm, in cazul strunjirii de degrosare si de semifinisare.
In cazul utilizarii unor sectiuni mari de aschiere se verifica avansul ales si din punct de vedere al momentului de torsiune admis de mecanismul miscarii principale a masinii-unelte, care trebuie sa fie mai mare decat momentul de torsiune produs de componenta principala a fortei de aschiere stabilita pe baza avansului adoptat.
![]()
![]()
La strunjirile de finisare, calitatea prescrisa suprafetei prelucrate este factorul principal care determina marimea avansului.
Valoarea avansului admisibil in functie de calitatea suprafetei se determina cu relatia:
![]()
(1.12)
 In cazul strunjirii longitudinale viteza
de aschiere se poate determina cu expresia
In cazul strunjirii longitudinale viteza
de aschiere se poate determina cu expresia
(1.13)
Turatia arborelui principal se calculeaza cu relatia:
![]()
rot/min (1.14)
1.4 Rugozitatea suprafetelor la prelucrarea prin strunjire
Neregularitatile suprafetelor la strunjire se impart in doua grupe:
I Neregularitati care iau nastere ca urmare ale varfului taisului sculei in timpul si din cauza miscarii de avans. Acestea se produc in general la distante constante egale cu avansul de generare si determina forma de baza a microgeometriei suprafetei prelucrate in sectiuni paralele cu miscarea de avans;
II. Asperitatile cauzate de fenomene care insotesc procesul formarii si desprinderii aschiei, astfel incat se formeaza microgeometria suprafetei in sectiuni paralele cu directia miscarii de aschiere; repartitia lor pe suprafata prelucrata este, in general, neregulata, dar unele apar si cu o anumita periodicitate.
Neregularitatile din grupa a doua se prezinta sub urmatoarele forme:
- sub forma de ondulatii ale suprafetei prelucrate in raport cu forma geometrica nominala, cauzate de vibratii;
sub forma de fisuri neregulate vizibile si cu ochiul liber, care sunt urme ale fisurilor initiale de la radacina aschiei la desprinderea ei prin rupere ;
sub forma de particule neregulate de material, foarte dure, ca niste solzi luciosi lipiti care provin din distrugerea periodica a taisului de depunere
Inaltimea acestor neregularitati este influentata de viteza de aschiere [MAR02]
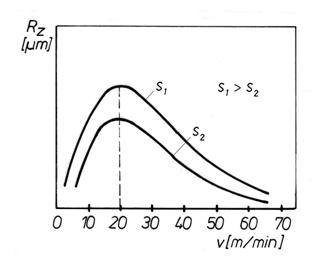
Fig.1.4.1 Influenta vitezei de aschiere fata inaltimea neregularitati suprafetelor de strunjire [MAR02].
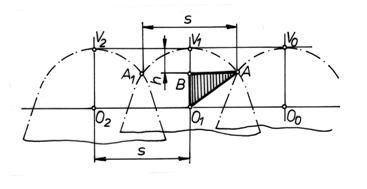
Fig.1.4.2 Schema neregularitatilor pe taisul sculei functie de viteza de aschiere [MAR02]
s = A1D1 + A2D1 = h ctg c + h ctg c (1.15)
![]()
(1.16)
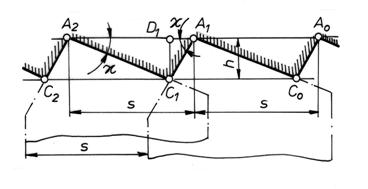
Fig.1.4.3 Neregularitatile din prima grupa [MAR02]
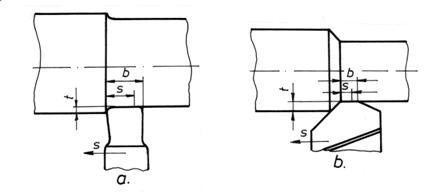
Fig.1.4.3 Neregularitati care iau nastere ca urmare ale varfului taisului sculei in timpul si din cauza miscarii de avans [MAR02].
AB2 = r2 - OB2; (1.17)
![]()
![]()
(1.19)
Copyright © 2024 - Toate drepturile rezervate