|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
PRECIZIA SI CONTROLUL ASAMBLARILOR
CU PANA SI CANELURI
1 ASAMBLARI CU PANA
1.1. Parametrii asamblarilor cu pana
Asamblarile cu pene se utilizeaza pentru transmiterea de momente relativ mici si cand piesele componente nu au deplasari relative pe directie axiala. [1-6], [8-9], [11]
Conform STAS 1004 - 81 cotarea butucului si arborelui cu pana paralela longitudinala sau disc se face astfel (fig.1.) :
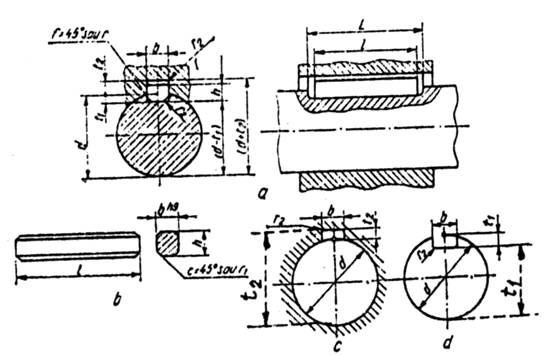
Fig.1. Asamblarea cu pana longitudinala paralela :
a) ansamblu; b) pana; c) alezajul (butuc) cu canal; d) arbore canelat
Observatie: Sectiunile transversale sunt asemanatoare, difera cele axiale.
O cotare superioara celei standardizate este cea punctata, asigurandu-se astfel mai bine introducerea penei pe inaltime, dar si ieftinirea fabricatiei prin largirea tolerantelor.
In productia de serie, cand este necesara asigurarea interschimbabilitatii totale trebuie sa se tina seama de abaterile de pozitie ale canalelor fata de axa de simetrie. (fig.2.)
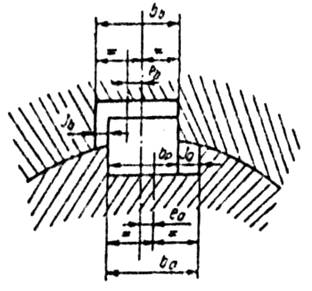
Fig.2. Excentricitatea canalelor de pana
Putem scrie (1) :

ea, eb - excentricitate canalelor din arbore, respectiv butuc
Ja, Jb - jocurile dintre pana si flancurile laterale ale canalelor din arbore respectiv butuc
ba, bb - latimile canalelor din arbore si butuc
bp - latimea penei
Deoarece (2) :
bb = bp + Jb ; ba = bp + Ja (2)
relatia devine (3) :
care constituie conditia de interschimbabilitate. [2], [6], [8-9]
1.2. Tolerantele si controlul asamblarilor cu pana
In ceea ce priveste ajustajele dintre pana paralela si canalele de pana, pe latime, in STAS 1004 - 81 sunt prevazute: [1-2], [4], [8-9], [11]
ajustajul liber (campul H9 pentru canalul din arbore si D10 pentru canalul din butuc)
ajustaj normal (campul N9 pentru canalul din arbore si J9 pentru canalul din butuc)
ajustaj presat (campul P9 pentru ambele canale)
Pentru latimea penei se considera campul H9. Pentru restul cotelor tolerantele sunt date in STAS 1004 - 81.
In STAS 1012 - 77 sunt date ajustajele si tolerantele pentru pene disc. S-au standardizat:
ajustaj cu strangere (campul P9 pentru ambele canale)
ajustaj intermediar (campul N9 pentru canalul din arbore si Js9 pentru canalul din butuc)
Observatie: La stabilirea tolerantelor pentru ajustajul dintre pana si canalul de pana, pe
latime, se va tine seama de conditia de interschimbabilitate stabilita mai sus.
Verificarea calitatii executiei se poate face fie cu aparatura universala de masura (sublere, micrometre de adancime, micrometre cu ciocuri, e.t.c.) fie cu calibre limitative, in functie de tipul productiei. [1-2], [4], [8-9], [11]
2 ASAMBLARI CU CANELURI
2.1. Consideratii generale
Asamblarile cu caneluri se utilizeaza la transmiterea momentelor de torsiune, atunci cand imbinarea cu pana nu rezista, sau cand este necesara o deplasare axiala relativa intre butuc si arbore si o centrare buna a acestora. (Exemplu: la cutiile de viteze, la cutiile de avansuri, e.t.c.)
Sunt standardizate trei forme de caneluri dreptunghiulare, in evolventa si triunghiulare.[1-3], [5-6], [8-9], [11]
Precizia asamblarilor prin caneluri dreptunghiulare
In functie de conditiile functionale si factorii tehnologici se pot realiza 3 tipuri de centrare: (fig.3.) [1-4], [6], [8-9]
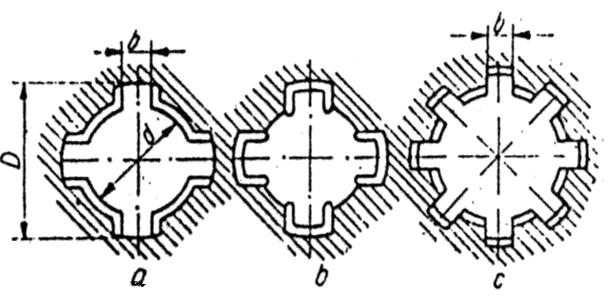
Fig. 3. Caneluri dreptunghiulare
→ a) exterioara (dupa suprafata cilindrica exterioara de diametru D )
→ b) interioara (dupa suprafata cilindrica interioara de diaametru d )
→ c) laterala (dupa flancurile dintilor, respectiv canelurilor de latime b)
Cea mai utilizata este centrarea interioara datorita posibilitatii de prelucrare cu precizie a diametrului d, atat la arbore cat si la butuc. Centrarea exterioara se utilizeaza cand butucul este necalit iar precizia la diametrul exterior D al butucului se obtine direct din brosare, iar cea laterala se recomanda in transmisiile cu miscare reversibila, pentru evitarea socurilor.
In functie de capacitatea de incarcare s-au standardizat seriile usoara, mijlocie si grea caracterizate prin anumite dimensiuni si numar de caneluri.
Calitatea asamblarii depinde de o serie de factori: [1-2], [5], [6], [8]
abaterile dimensiunilor D, d si b (stabilite prin STAS 6565 - 79)
abaterile pasului circular
abaterile de la paralelism si simetria dintilor si canelurilor fata de axa imbinarii
coaxialitatea dintilor si canelurilor fata de axa imbinarii
abaterile profilului dintilor si canelurilor, e.t.c.
Toate aceste abateri sunt cuprinse in cadrul campurilor de toleranta de complexitate verificate cu ajutorul calibrelor complexe. Fiecare element ce formeaza ajustaje (D, d, b) este prevazut cu toleranta de executie si cu toleranta de complexitate pentru compensarea abaterilor de forma si de pozitie. Campul de toleranta este delimitat de trei abateri limita: inferioara si superioara de executie a elementului propriu-zis si de complexitate care este inferioara pentru alezaje si superioara pentru arbori. In functie de aceste abateri se stabilesc diametrele nominale ale calibrelor de control de tip inel sau tampon.
Abaterile pentru elementele dupa care se face centrarea corespund preciziilor 6, 7, 8, si 9 pentru arborii canelati, si 7, 8, 9 si 10 pentru butuci. Asezarea campurilor de toleranta este data in STAS 6565 - 79. Pentru celelalte dimensiuni recentrate se dau de asemenea abateri, dar astfel incat sa apara jocuri mai mari, suficiente pentru a permite centrarea numai dupa elementul prescris.
Campurile de toleranta prevazute pentru arborii si butucii canelati permit obtinerea a doua feluri de ajustaje: fix si mobil.
Notarea arborilor si butucilor canelati trebuie sa cuprinda: [2-3]
- simbolul suprafetei de centrare (D, d si b)
- numarul de caneluri, dimensiunile nominale D, d, si b despartite prin semnul x
- simbolurile campurilor de toleranta ale diametrului de centrare si dimensiunea b, dispusa langa dimensiunile corespunzatoare
Exemple:
- butuc centrat interior: d - 6*23 H7*26*6 D9
- butuc centrat pe flancuri: b - 6*23*26*6 H9
- arbore centrat exterior: D - 6*23*26 e8*6 e8
- asamblare centrata: b - 6*23*26*6 H9/f8
Controlul elemntelor pieselor canelate (D, d, b) se poate face cu aparatura universala de masura cu calibre de control. Controlul complex se efectueaza cu calibre speciale care verifica simultan mai multe abateri dimensionale, de forma si de pozitie.
Precizia asamblarilor prin caneluri in evolventa
Folosirea canelurilor in evolventa ofera avantajul unei distributii mai uniforme a sarcinii pe dinte. La aceasta forma de caneluri se utilizeaza centrarea pe flancuri, notata CEF si, mai rar, centrarea pe diametrul exterior notata CED. Elementele danturii pentru cele doua tipuri de centrare se dau in fig.4:
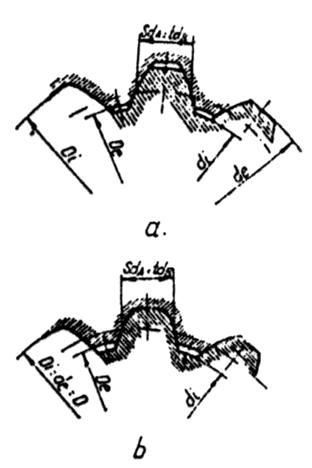
Fig.4. Caneluri in evolventa (STAS 6858 - 85)
a) centrare pe flanc; b) centrarea pe diametrul maxim
in care:
D (d)e (i) - diametrul de varf (fund) al canelurilor butucului (arborelui)
d - diametrul de divizare
sdA (tdB) - grosimea dintelui arborelui (largirea golului butucului)
Se prevad abateri si tolerante conform STAS 7338 - 82 pentru SdA, tdB, diametre si bataia radiala.
Pentru SdA , tdB se stabilesc 3 abateri limita: superioara, inferioara si complexa. Aceasta din urma cumuleaza si abaterile neprevazute in standard ca de exemplu erorile de profil, abaterile de pozitie ale canelurilor, si se verifica cu ajutorul unui calibru complex "Trece" sub forma de inel canelat pentru arbore si tampon canelat pentru butuc. Abaterile complexe ale arborelui respectiv butucului canelat determina dimensiunea nominala a calibrului complex Trece" fig.5:
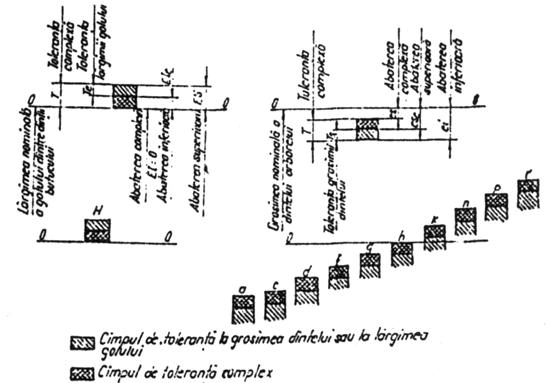
Fig.5. Abaterile limita pentru grosimea pe arc a dintelui
arborilor canelati, respectiv pentru lungimea pe arc a golului
dintre dintii butucilor canelati (STAS 7338 - 82)
Se calculeza:
Tc - toleranta complexa
Ts - toleranta grosimii dintelui arborelui
Tθ - toleranta largimii golului butucului
Observatie: Cu E (e) indice s, i si c s-au notat abaterile respective ale grosimii dintelui sau
golului.
Pentru largimea golului se adopta campul de toleranta H (in diferite precizii) iar pentru grosimea dintelui sunt standardizate diferite campuri de toleranta, obtinandu-se ajustaje cu joc sau intermediare.
In ceea ce priveste abaterile si ajustajele pentru diametrele dθ, di, Dθ, Di acestea se aleg din sistemul de tolerante si ajustaje ISO pentru suprafete line. [2]
Notarea preciziei unei imbinari canelate va cuprinde:
- la centrarea pe flanc simbolul campului de toleranta pentru latimea dintelui sau golului inscris dupa valoarea diametrului nominal si a modulului
Arbore CEF 60 * 2 9g
- la centrarea pe diametrul maxim simbolul campului de toleranta pentru diametrul maxim inscris dupa valoarea diametrului nominal si simbolul campului de toleranta pentru latime inscris dupa modul
Butuc CED 200 H8 * 8 9H
- la o asamblare:
CED 120 ![]()
Controlul pieselor cu caneluri in evolventa se efectueaza in doua trepte: controlul divizat al elementelor componente specifice (cu instrumente si aparate de masura universale sau calibre simple) si controlul complex, verificand simultan mai multe abateri dimensionale, de forma si de pozitie (cu calibre complexe). Precizia de executie a diametrului de divizare la arborii respectiv butucii canelati se poate verifica prin intermediul cotei peste, respectiv intre role. O masuratoare caracteristica este si cea a cotei peste "n" dinti. [1-2], [4], [6-8]
Copyright © 2024 - Toate drepturile rezervate