|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
LIPIREA
Generalitati asupra lipirii
Imbinarea nedemontabila a doua piese metalice - de aceeasi compozitie sau de compozitii diferite- cu utilizarea unui metal sau aliaj de o alta compozitie, insa cu o temperatura de topire inferioara fata de aceea a pieselor de imbinat, cu care formeaza solutii solide (aliaje), se numeste lipire
Daca pentru imbinare, in locul aliajului de lipire, este folosit un adeziv sintetic, se obtine o lipire cu adezivi sau o incleiere a metalelor. Pentru lipire este necesara o incalzire a pieselor de lipit la temperatura de topire a metalului si a aliajului de lipire.
Lipirea se numeste moale daca temperatura de topire a
metalului sau a aliajului de lipire este sub 500
Imbinarea lipita se realizeaza prin difuzia aliajului de lipire in materialul pieselor de lipit, dupa ce aliajul de lipire a fost adus in stare lichida; piesele de lipit, incalzite la temperatura de lipire , raman in tot timpul operatiei de lipire in stare solida.
Procesul de difuzie este in general lent , insa prin topirea metalului de ados ( de lipire), acesta difuzeaza repede in metalul de baza; difuzia este cu atat mai mare , cu cat metalele de lipit au temperaturi de topire mai inalte, iar gradul de solubilitate a metalelor de lipit si de ados este mai mare . Prin difuzie se produce interactiunea prin patrunderea atomilor metalelor de lipire in metalele de lipit, iar dupa racire se formeaza lipitura.
Prin difuzia aliajului de lipire in metalul de lipit se obtine adeziunea necesara cu ajutorul solutiilor solide formate, realizandu-se astfel legatura metalica intre piesele de imbinat. Este necesar insa ca metalul de adaos sa aiba o buna aderenta cu metalul de baza si sa se obtina o rezistenta mecanica suficienta pentru sarcinile la care este supusa imbinarea lipita.
In cazul folosirii adezivilor de lipire cu temperaturi mult mai reduse fata de aliajele de lipire, imbinarea se realizeaza prin adeziune si coeziune.
In acest caz, fortele de atractie intermoleculare si de patrundere a adezivului in asperitatile suprafetelor pieselor de lipit sunt cele care determina rezistenta imbinarii.
Procedeele de lipire sunt folosite pe scara larga in constructii de masini datorita avantajelor pe care le reprezinta si anume:
O suficienta rezistenta mecanica a lipiturii;
Se pot imbina metale si aliaje de natura diferita intre ele, precum si piese groase cu piese subtiri;
Lipsa tensiunilor interne si a deformatiilor;
Stractura si caracteristicile fizico-chimice ale metalului de baza nu se schimba dupa lipire;
Imbinarile lipite sunt ieftine;
Operatia poate fi mecanizata sau automatizata, ceea ce conduce la mari productivitati.
Pentru ca procesul de lipire sa aiba loc in bune conditii este necesar sa se produca o buna umectare a metalului de adaos pe suprafata metalului de baza.
Prin umectare se intelege contactul care se obtine la depunerea unei picaturi de aliaj de lipire topit pe suprafata metalului de baza , conform figurii de mai jos, in care se prezinta doua situatii extreme.
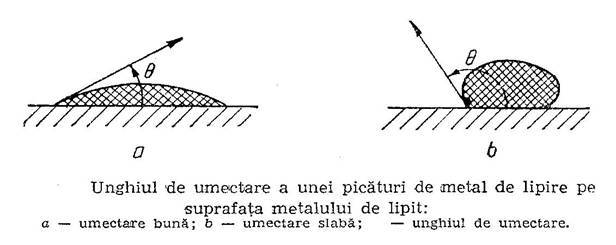
Umectarea este cu atat mai buna si aderenta cu atat mai mare , cu cat unghiul θ este mai redus.
Umectarea se considera buna daca unghiul este sub 900 si ea este necesara pentru asigurarea umplerii rostului dintre piesele de imbinat.
Daca unghiul θ este sub 450,
umectarea se considera foarte buna. Ea se produce numai in cazul cand piesele
de lipit sunt incalzite la temperatura
corespunzatoare , numita temperatura de umectare; la lipirea cu alama a fontei,
ea este cuprinsa intre 650 si 800
Daca lipirea este buna, atunci lipirea se produce prin capilaritate, ceea ce conduce la folosirea unor rosturi ( jocuri) foarte mici. Prin aceasta se obtin economii mari de aliaje de lipire.
In vederea lipirii a doua piese metalice este necesar ca dupa pregatirea si asamblarea acestora ele sa fie curatate atent in dreptul rostului.
La inceputul, cat si in timpul operatiei de lipire, prin presararea fluxului si topirea acestuia se asigura o curatire suplimentara , ceea ce conduce la incalzirea liniei de lipire si topirea aliajului in rostul de imbinare.
Dupa lipire, surplusul de aliaj de lipire este indepartat, iar de-a lungul imbinarii se executa o spalare atenta a rosturilor de flux , care, daca nu este indepartat, provoaca coroziuni.
Procedeul de lipire este in prezent larg folosit in nimeroase ramuri industriale la imbinarea pieselor de otel, fonte, metale neferoase etc.
Din punct de vedere al temperaturilor de topire a aliajului, adica a temperaturii de incalzire pentru lipirea de imbinat, se deosebesc:
v
Lipirea
moale, caracterizata prin temperaturi de topire a aliajelor
de lipire sub 500
v
Lipirea
tare sau brazarea , caracterizata prin temperaturi de topire a
aliajelor de lipire de peste 500
1.2 Aliaje de lipire
Dupa cum s-a aratat, aliajele de topire sunt moi si tari, in functie de temperatura de topire care o au.
Aliajele de topire moi standardizate in
Aliajele de
plumb-staniu sunt Lp 30, Lp 37, Lp 40, Lp 50, Lp 65 si Lp 90cu temperaturi de
topire cuprinse intre 256 si 183
Ele sunt destinate lipiturilor de uz general din otel, cupru, alama, etc. la conductoare , piese de aparate electrice, radio, etc. Aliajul Lp 90 cu 90% Sn este pentru lipituri speciale la aparate sanitare, vase alimentare , cutii de conserve etc.
Caracteristicile mecanice sunt reduse, rezistenta la tractiune variind intre 3 si 6 daN/mm2 .
In afara de aliajele
de lipire pe baza de Pb-Sn si Pb-Sn-Sb, se mai folosesc alte aliaje moi cu
temperaturi de topire sub 150
Aliajele se livreaza sub forma de vergele, benzi, blocuri sau tevi umplute cu flux.
La lipirea aliajelor moi se folosesc urmatoarele fluxuri:
colofoniu, la lipirea cuprului sau alamei;
stearina, la lipirea aliajelor de plumb;
clorura de zinc dizolvata in apa, la lipirea otelului si aliajelor de cupru;
acid clorhidric dizolvat in apa, la lipirea zincului etc.
1.3 Tehnologia lipirii
Tinand seama ca lipitura are o rezistenta mecanica redusa in raport cu metalul de baza este necesar ca tipul de imbinare folosit la lipire sa asigure suprafete de contact intre piesele de lipit cat mai mari; Pentru aceasta, sunt folosite, in special la table de otel, alama etc. imbinari prin suprapunere sau cu margini rasfrante, iar in cazul imbinarilor cap la cap se recurge la intarirea lor cu platbande. De asemenea, sunt larg folosite la lipirea moale imbinarile cu falturi.

In figura se
prezinta lipirea moale prin
suprapunerea a doua table de otel. Dupa ce marginile tablelor au fost incarcate cu un strat foarte
subtire de aliaj de lipire (cositorite) pe o latime de cel putin
3-4 ori grosimea tablelor, ele sunt apoi suprapuse si peste le se trece cu
ciocanul pe care este depus aliajul de lipire. Este necesar ca in prealabil
marginile tablelor sa fie decapate si degresate atent , iar ciocanul cu varful
in prealabil ascutit cu pila sa fie curatat cu clorura de zinc, incalzit la
250-300
Dupa curatare marginile tablelor de lipit se ung cu flux, iar prinderea aliajului pe ciocan se executa chiar la curatare cu tipirig.Dupa lipire se curata lipitura de flux.
La lipirea tablelor mai groase se recomanda ca in locul ciocanului de lipire sa fie folosite arzatoare cu gaze de inlocuire a acetilenei si cu aer comprimat in loc de oxigen.
Cele mai corespunzatoare imbinari lipite sunt cu o margine denivelata (figura d).
In acest caz se foloseste metal de lipire sub forma de bare. In cazul lipirii tevilor intre ele sau a tevilor cu stuturi, acestea trebuie astfel prelucrate incat, dupa introducerea unuia in celalalt pe o adancime de cel putin cat diametrul tevii, sa rezulte un joc redus (0,1-0,5mm), deoarece intervine efectul capilaritatii.
Tot in domeniul lipiturilor moi intra si operatia de cositorire , care consta in acoperirea tablelor de otel, cupru, etc., cu un strat subtire de aliaj de cositor Lp 90 sau cositor pur, ceea ce mareste rezistenta fata de actiunea oxidanta a mediului.
In prealabil este necesar ca suprafetele de cositorit sa fie decapate si degresate complet. Cositorirea se executa prin cufundarea in bai de cositor topit sau prin frecare, iar mai recent, prin procedeul cu ultrasunete, care prin vibratie indeparteaza oxidul si fixeaza aliajul de lipire.
Lipirea tare este o operatie asemanatoare sudarii cu flacara de gaz. Dupa curatarea atenta a marginilor, piesele de imbinat se prind in dispozitive sau se executa prinderi ca si la sudare. Lipirea se executa prin metoda spre stanga conform figurii a.
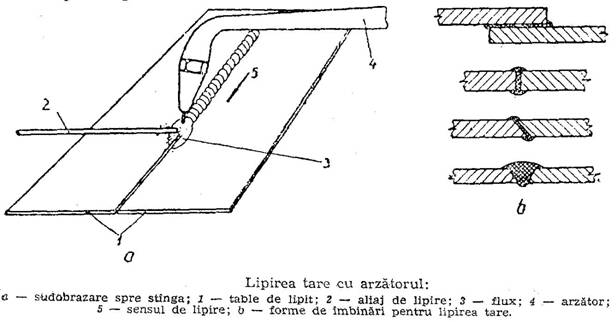
Rosturile de imbinat se executa conform figurii b.
In acest caz nu mai sunt necesare suprapuneri mari , iar in cazul aliajelor rezistente , lipirea se executa cap la cap , la fel ca la sudare (sudobrazare). Dupa incalzirea marginilor de lipit se introduce din timp in timp flux de lipire, ceea ce evita oxidarea marginilor.
In tot timpul operatiei de lipire se presara flux , deoarece numai astfel ea este topita de flacara.
Lipirea tare se executa in cuptoare, cu masini de lipire la care incalzirea se obtine prin rezistenta la contact a pieselor, in bai cu aliaje de lipire, etc. In prezent, la lucrari in serie, se foloseste incalzirea cu inductoare de inalta frecventa, sau lipirea cu ultrasunete.
La folosirea aliajului sub forma de folii, fluxul se aplica odata cu foliile introduse in rost , dupa care piesele sunt incalzite in bai , in cuptoare sau electric.
Fluxul de la suprafata lipiturilor se spala cu apa fierbinte.
Armarea sculelor de aschiere prin lipirea placutelor de aliaje dure (vidia) de corpul sculelor din otel se poate executa in mai multe feluri: in cuptoare, prin rezistenta electrica, cu flacara de gaz, etc. Pentru lipire se folosesc placi din aliaje tari de lipire sau din cupru; dupa topirea aliajului, placuta se preseaza in locasul corpului cu o scula calda pana la solidificarea topiturii, dupa care se executa o racire inceata.
Plumbul se lipeste cu plumb, ceea ce constituie o sudare. Lipirea fontei se executa cu flacara oxiacetilenica cu un debit de acetilena de 30-35 l/h pentru fiecare milimetru de grosime a piesei . Se folosesc fluxuri pe bazi de borax sau acid boric , iar ca aliaje de lipire, aliaje staniu-cupru, nichel-cupruetc. Aluminiul se lipeste folosindu-se fluxuri pe baza de floruri (ca la sudare) si aliaje de Al-Zn-Cd.
Incercarile metalului depus pentru lipirea tare, conform STAS 9018-71, constau in determinarea urmatoarelor caracteristici :
rezistenta la rupere la tractiune;
alungirea;
duritatea;
temperatura sau intervalul de temperaturi de topire (solidificare).
Copyright © 2024 - Toate drepturile rezervate