|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
FILETAREA
13.1.CONSIDERATII GENERALE
Filetul,ca suprafata elicoidala cilindrica sau conica,interioara sau exterioara,cu generatoarea data de profilul filetului are directoarea o elice,poate fi relizat prin mai multe metode.
Modul de realizare a filetului depinde,in primul rand,de rolul functional pe care-l ideplineste acesta,precum si de seria de fabricatie.Calitatea unui filet este determinata de precizia realizarii elementelor principale ale acestuia:
precizia de forma a profilului;
precizia realizarii pasului filetului;
grosimea diametrului mediu;
realizarea unei bune rugozitati ale flancurilor;
Filetul poate fi realizat prin aschiere sau prin deformare plastica.
Prelucrarea prin aschiere a filetului se poate face cu ajutorul unor scule de tipuixutite pentru filetare,tarozi.filiere,capete de filetare,freze pentru filetare.sau prin rectificare cu discuri abrazive.
13.2.1.FILETAREA CU,CUTITE
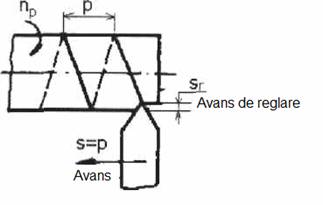
Filetul exterior poate fi prelucrat cu cutitul (profilat),din mai multe treceri (fig.13.1,a),cinematica filetarii constand in miscarea principala de aschiere(de rotatie) executata de piesa,iar cutitul avanseaza cu un avans egal cu pasul filetului: p[mm]=s[mm/rot]
Filetarea cu avans inclinat este de preferat, deoarece, in acest fel, se protejeaza varful sculei putandu-se asigura totodata, o aschie relativ mai groasa. Filetarea cu avans inclinat se recomanda pentru prelucrarea filetelor cu pasul mare (p>2,5 mm).
Marimea avansului radial cat si a celui inclinat se stabileste in functie de pasul filetului.
Numarul de treceri pentru filetare depinde de profilul filetului,de diametrul lui, precum si de directiea de avans a cutitului fata de axa piesei.
Pentru filetele metrice cu pasul cuprins intre 2 si 6 mm,numarul de treceri,avansul radial, variaza de la 4 la 8. Pentru filete trapezoidale numarul de treceri este mai mare (pentru un filet trapezoidal cu p=16 mm,numarul de treceri ajunge la 24).
a). b).
Fig.13.1
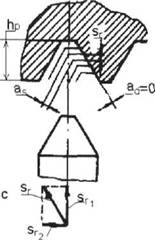
Pentru cresterea productivitati la filetare.se prevad mai multe cutite,distantate cu pasul filetului p (fig.13.2,a),si pozitionate unul fata de altul,cu avansul de reglare srobtinandu-se cutitul pieptene pentru filetare.Cutitul pieptene este prevazut cu un con de atac de o anumita lungime,functie de pas,con ce cuprinde un anumit numar de dinti de inaltimi diferite;ultimele cutite ale pieptenului raman la aceeasi inaltime.pentru calibrarea filetului (fig.13.2,b).
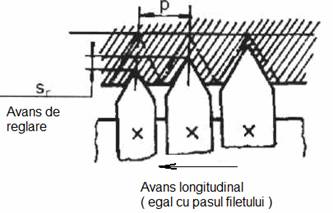
Fig.13.2 a
b). c).
Fig.13.2
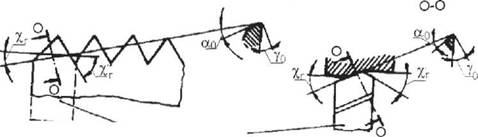
Fiecare din cutitele pieptenului de pe conul de atac,sunt prevazute cu un unghi de atac principal r si un unghi de atac secundar r(fig.13.2,c)
Copyright © 2024 - Toate drepturile rezervate