|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
CUPRINS
Definire.
Principiul de lucru.
Stabilirea materialuli sculei.
Calculul de adaos de prelucrare.
Calculul regimului de aschiere.
Calculul fortelor, momentului si puterii de aschiere.
Alegerea masinii-unelte.
Elementele aschiei.
Clasificarea alezoalelor. 10.Alegerea tipului de alezor. 11.Stabilirea elementelor constructive. 12.Analiza unghiulilor constructive. 13.Stabilirea tratamentului termic. 14.Conditii tehnice si de calitate. 15.Desen de executie.
ALEZORUL
Sa se proiecteze un alezor de masina pentru prelucrarea unui alezajcu diametrul D=13,835 [mm] si lungimea de 20 [mm]. Piesa este exucutata din OT 55-2 .
Alezoarele sunt scule aschietoare destinate prelucrarii finale a alezajelor carora li se cer conditii ridicate privind precizia dimensionala si finetea suprafetelor, adica a acelor alezoare care urmeaza sa formeze, impreuna cu arbori, doferite tipuri de ajustaje (cu stangere, intermediare, cu joc) de diverse clase de precizie.
Se deosebesc de burghie si adancitoare prin numarul mai mare de dinti, conul de atac mai lung si stratul de material indepartat mai mic ceea ce face ca precizia dimensionala a prelucrarii sa creasca iatar calitatea suprafetei realizate sa fie mult mai buna.
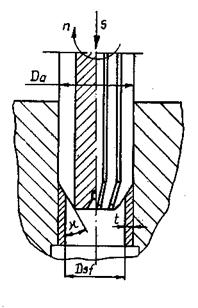
PRINCIPIUL DE LUCRU
|
Parametrii geometrici ai aschiei
se determina astfel: grosimea
aschiei a = |
Operatia de prelucrare cu ajutorul alezoarelor se desfasoara conform schemei din figura 1.1, la care miscarea principala de aschiere 1 este cea de rotatie si se executa fie de catre scula, fie de catre piesa. Miscarea secundara de avans este rectilinie axiala si se imprima, de asemenea, fie sculei fie piesei. Alezarea se executa de regula cu scula in pozitie verticala, de sus in jos, si numai in cazuri deosebite inclinata cu un anumit unghi sau in pozitie orizontala.
sectiunea
F=a b t sd
latimea aschiei
b=![]()
sd- avansul pe dinte
t- adancimea de aschiere
Din punct de vedere cinematic operatia de alezare se caracterizeaza prin:
viteza de aschiere v [m/rot] care determina turatia arborelui principal al masinii n [rot/min];
avansul de lucru s [mm/rot] pe baza caruia se poate calcula avansul de dinte al sculei:
s![]() =
=![]()
STABILIREA MATERIALULUI SCULEI
Avand in vedere ca opertia de alezare se efectueaza, dupa cum s-a vazut, mecanic iar materialul supus prelucrarii nu ridicaprobleme deosebite de aschiabilitate, la executarea alezorului se recomandafolosirea otelurilor rapide Rp3 sau Rp5si nu a otelurilor carbom de scule sau a carburilor metalice.Pentru faptul ca taisul alezoarelor de masina executate din otel rapid Rp5 dispun de o tenacitate si rezistenta la uzura ridicate, iar din punct de vedere economic acest otel este superior lui Rp3 se prevede executarea alezorului de fata din Rp5
CALCULUL ADAOSULUI DE PRELUCRARE
Adaosul de prelucrare se calculeaza cu relatia:
2t=m*D![]()
![]()
m= 0,1 pentru oteluri;
z= 0,37 pentru toate materialele
2t 13,8350,37= 0.26[mm]
In anumite situatii adaosul de prelucrare se poate calcula cu relatia:
2 t 2 t +T -T
2 tmin=2 (Rz+S) tmin- adaosul de prelucrare minim considerat pe o parte; Rzp- inaltimea neregularitatilor de pe suprafata rezultata la operatiaprecedenta; Sp- adancimea statului defect format la operatia precedenta; Tp- toleranta la operatia precedenta; Tc- toleranta la operatia curenta
CALCULUL REGIMULUI DE ASCHIERE
Adancimea de aschie:
t=![]() =
=![]() =
=![]() =0,13 [mm]
=0,13 [mm]
Avansul de lucru, s:
s=CS-D
Din tabelul 5.3 se adopta valorea coeficientului CS=0,1 si 160 HB. Se alege grupa de avansuri 'Grupa II'- avansuri mijlocii recomandate la alezarea de finisare dintr-o singura trecere.
s [mm]
Viteza de aschiere, vp:
v![]() =
=![]()
![]() =
=![]() = 12,77 [m/min]
= 12,77 [m/min]
Din tabelele 5.6 si 5.7 se adopta:
CV= 6,2 XV= 0,2
ZV= 0,5 YV= 0,5
m= 0,5 T= 20
CALCULUL FORTELOR, MOMENTULUI SI PUTERII DE
ASCHIERE
Forta axiala se calculeaza cu relatia 5.10 si anume:
F![]() =C
=C![]() * t
* t![]() * s
* s![]() *HB
*HB![]() [daN]
[daN]
In care C![]() , x
, x![]() , y
, y![]() si n se iau din
tabelele5.15 si 5.16, astfel
si n se iau din
tabelele5.15 si 5.16, astfel
C![]() =0,62 y
=0,62 y![]() =0,7
=0,7
x![]() =1,3 n=0,75
=1,3 n=0,75
F![]()
![]() =0,62*0,13
=0,62*0,13![]() *0,37
*0,37![]() *143
*143![]()
![]() 0,9 daN
0,9 daN
Momentul de torsiune se calculeaza astfel:
M![]() =C
=C![]() *D
*D![]() * t
* t![]() * HB
* HB![]() [daNcm]
[daNcm]
in care C![]() ,Z
,Z![]() ,x
,x![]() si n se iau din acelasi tabele, 5.15 si 5.16, astfel:
si n se iau din acelasi tabele, 5.15 si 5.16, astfel:
C![]() =1,83 x
=1,83 x![]() =0,9
=0,9
Z![]() =1 n=0,7
=1 n=0,7
M![]() =1,83 * 13,835 * 0,13
=1,83 * 13,835 * 0,13![]() * 143
* 143![]()
![]() 122 daNcm
122 daNcm
Puterea efectiva de aschire este:
N![]() =
=![]() =
=![]() =0,37 [kw]incare:
=0,37 [kw]incare:
![]() [rot/min]
[rot/min]
ALEGEREA MASINII-UNELTE
Pentru operatia de alezare se foloseste o masina verticala de gaurit G25, la care in treptele de turatii existente, cea mai apropriata este:
n =224 [rot/min]
Se va calcula viteza reala de aschiere:
![]()
ELEMENTELE ASCHIEI
Numarul de dinti:
![]()
Se adopta z=8 dinti.
Grosimea aschiei:
![]() mm.
mm.
Unghiul de atac ![]() .
.
Latimea aschiei:
![]() mm.
mm.
Latimea aschiei de dinte:
![]()
![]() .
.
CLASIFICAREA ALEZOARELOR
In functie de modul de actionare, alezoarele se impart in: alezoare de mana alezoare de masina
Dupa constructie alezoarele pot fi:
alezoare executate dintr-o bucata (monobloc);
alezoare cu dinti demontabili din otel rapid;
alezoare cu placute din carburi metalice lipite sau fixate mecanic.
Dupa posibilitatea de reglare a diametrului, alezoarele se impart in: --alezoare fixe
alezoare reglabile
Dupa felul alezajului prelucrat, aletoarele pot fi:
alezoare cilindrice
alezoare conice.
In functie de modul de fixare (prindere), alezoarele se impart in: alezoare cu coada alezoare cu alezaj
Curent alezoarele se executa cu dantura dreapta si sens de aschiere dreapta. Alezoarele cilindrice se executa cu: dinti drepti, cu dinti inclinati la 7°-8° pentru alezarea alezajelor intrerupte sau cu dinti elicoidali la 45° pentru alezarea materialelor la care prin aschiere rezulta aschii lungi. La alezoarele cu dinti elicoidali aschiile sunt dirijate pe fata alezorului, sensul elicei canalelor fiind opus sensului de aschiere.
Alezoarele conice se executa cu dinti drepti pentru finisare, cu dinti drepti si fragmentatori pentru degrosare, sau cu dinti elicoidali.
Alezoarele cu placute din carburi metalice se executa pentru alezarea materialelor cu actiune abraziva pronuntata sau pentru prelucrarea materialelor greu aschiabile.
ALEGEREA TIPULUI DE ALEZOR
Avand in vedere dimensiunile alezajului de prelucrat, modul de actionare al sculei, natura materialui supus prelucrarii, se apreciaza ca tipul de alezor cel mai potrivit pentru a fi folosit este alezorul de masina cu coada conica.
|
|
STABILIREA ELEMENTELOR CONSTRUCTIVE
Ca elemente constructive pricipale la alezoare se disting:
diametrul exterior
numarul de dinti
profilul dintilor
impartirea si inclinarea dintilor
geometria taisurilor
Diametrul exterior:
Dnp- diametrul nominal
As- abaterea superioara
Tp- toleranta de executie
As = +0,052 mm
![]() =13,835 mm
=13,835 mm
![]()
![]() .Numarul de dinti:
.Numarul de dinti:
![]()
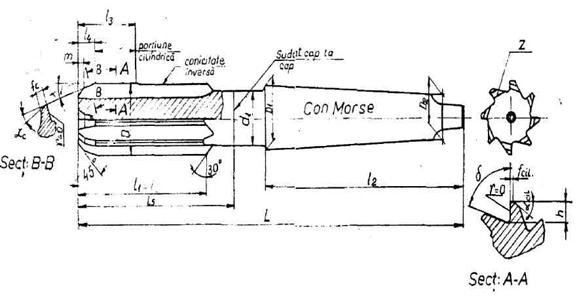
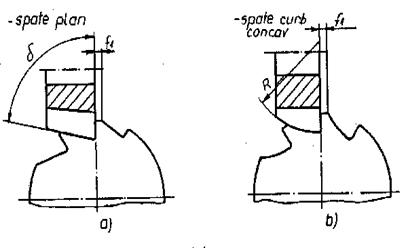
Profilul dintilor alezoarelor: Se stabileste in functie de diametrul exterior. Pentru alezoare cu diametrul pana la 20 mm spatele dintelul este plan.
|
|
I nclinarea dintilor, ω : Deoarece materialul supus prelucrarii nu ridica probleme privind formarea aschiilor, iar alezajul supus prelucrarii este continuu, se va prevedea cu dintii drepti, deci ω= 0°.
Impartirea dintilor:
Alezoarele se pot executa cu dinti uniform repartizati pe periferie, sau cu pas variabil. Se adopta impartirea neegala a dintilor pentru care unghiurile dintre dinti au urmatoarele valori adoptate din tabelul 5.23: dupa
care se repeta.
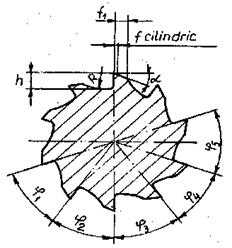 fig.
fig.
Forma conului de atac:
Pentru a obtine calitatea suprafetei prelucrate in limitele stabilite de desenul de executie a piesei , se adopta solutia cu con de atacdublu, fig 5.63, la care unghiul χ=150,cota m=2mm, iar L4=7 mm.
Lungimile partilor componente ale alezajului:
Lungimea partii cilindrice a alezorului se adopta constructiv L3=25 mm.
Lungimea partii de lucru
este : ![]() , de unde:
, de unde:
![]() mm
mm
Lungimea cozii alezorului, L2,
se stabileste in functie de numarului conului Morse. Avand in vedere diametrul
exterior al alezorului, se adopta con
Lungimea partii din otel rapid a alezorului este :
![]() mm
mm
Lungimea totala a alezorului rezulta :
![]() mm.
mm.
Geometria dintilor alezorului:
Pe portiunea conului de atac taisurile aschietoare nu au fateta de conducere. Unghiul de asezare pe aceasta portiune este α= 8°. Pe partea cilindrica taisurile sunt prevazute u fateta cilindrica, fcil=0,18 mm. Unghiul de asezare pe aceasta portiune se alege la o valoare minima, pentru a imprima sculei o mai mare stabilitate dimensionala dupa reascutire αcil=4°. Unghilu de degajare γ pe ambele portiuni se adopta egal cu zero.
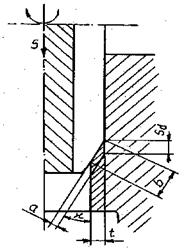
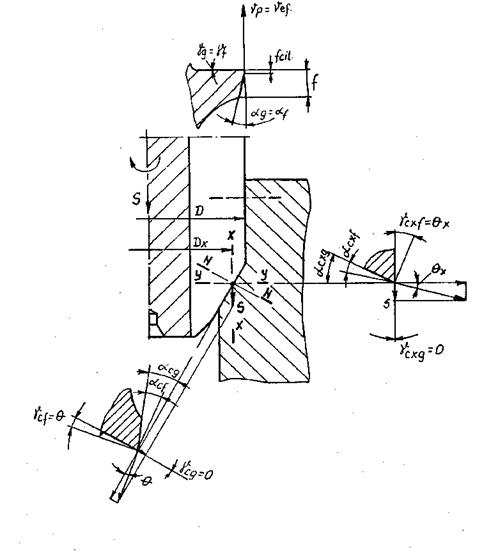
ANALIZA UNGHIURILOR FUNCTIONALE
Tinand seama de modul de desfasurare a aschierii, la alezare, analiza unghiurilor functionale prezinta interes numai portiunia conului de atac. Pe partea cilindrica nu se semnaleaza diferente intre unghiurilor geometrice constructive si cele functionale. Astfel, pe portiunea conului de atac, conform cu figura de mai jos, rezulta:
In planul X-X:
unghiul de asezare functional,
![]() ,
,
unghiul de degajare functional,
![]()
In planul N-N:
unghiul de asezare functional este:
![]() ,
,
unghiul de degajare functional ,
![]()
Unghiurile θ in cele doua planuri se calculeaza cu relatiile:
![]() si
si 
In p D anul Y-Y nu se semnaleaza diferente intre unghiurile geometrice si cele functionale.
STABILIREA TRATAMENTULUI TERMIC
Partea activa a alezorului, care se executa din otel rapid Rp5, dupa prelucrare mecanica (inainte de rectificare si ascutire), este supus unei operatii de tratament ternic ce consta din calire urmata de doua reveniri inalte.
Dupa calire duritatea obtinuta trebuie sa fie cuprinsa intre 62-64 HRC.
Coada sculei, carese executa din OLC45, se trateaza termic la 40-45 HRC.
CONDITII TEHNICE SI DE CALITATE
A bateri limita:
la lungimea partii utile si lungimea totala a alezorului se admite h16.
bataia radiala a taisurilor masurata pe partea de calitate, maxim mm.
Bataia radiala a dintilor masurata pe portiunea conului de atac, perpendicular pe taisuri,
maxim 0,03 mm. Bataia radiala a cozii, maxim mm.
R ugozitati:
pe suprafata de degajare si de asezare a portiunilor de atac si de calibrare precum si pe
fateta cilindrica a portiunii de calibrare, Ra =0,4 pe suprafata cozii Ra pe suprafata canalelor pentru aschii Ra
Aspectul suprafetei si al taisurilor
suprafata sa nu prezinte fisuri, urmede lovituei sau pete negre;
taisurile aschietoare sa nu fie rotunjite sau stirbite;
gaurile de centrare ale alezorului sa fie prelucrate cu grija si sa nu aiba lovituri;
fata de degajare a dintilor trebuie sa fie rectificata curat.
Marcare
si ambalare: pe gatul alezorului se va marca:
diametru nominal al alezorului;
simbolul marcii otelului; marca de fabrica.
Inainte de ambalare alezorul va fi curatat si uns cu vaselina tehnica, dupa care se inveleste in hartie parafinata.
Copyright © 2024 - Toate drepturile rezervate