|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Cablajul imprimat se compune dintr-un sistem de conductoare plate, dispuse in 1, 2 sau mai multe plane paralele, fixate cu ajutorul unui adeziv pe un suport izolant electric (rigid sau flexibil).
In tabelul 3.1 se prezinta caracteristicile principalelor suporturi electroizolante rigide, utilizate pentru cablaje imprimate:
Tabelul 3.1 Caracteristici ale suporturilor electroizolante pentru cablaje imprimate rigide
|
Suport izolant |
Tempe-ratura |
Rezistenta |
Rezistenta |
Permitivitatea |
Caracteristici |
Denumire |
|
|
Mate-rial de baza |
Material de impregnare |
maxima de lucru |
la soc termic |
de izolatie (MW |
relativa la 1 MHz | ||
|
Hartie |
Rasini fenolice |
C clasa A |
10 s la C |
|
PERTI-NAX |
||
|
Fibre de sticla |
Rasini epoxidice |
C clasa F |
30 s la C |
|
STECLO-TEXTO-LIT |
||
Traseele conductoare se realizeaza din cupru electrolitic de inalta puritate.
Grosimile uzuale ale foliei de cupru sunt 35mm sau 70 mm. In unele aplicatii profesionale se pot utiliza si aurul, argintul sau nichelul.
Imbunatatirea caracteristicilor de umectare ale foliei conductoare de cupru a cablajului, pentru facilitarea operatiei de lipire, se poate realiza si prin acoperiri de protectie ale cablajului imprimat cu staniu, aur sau argint.
Clasificarea cablajelor imprimate:
dupa numarul planelor in care sunt dispuse traseele conductoare:
q cablaj imprimat simplu;
q cablaj imprimat dublu;
q cablaj imprimat multistrat;
dupa modul de realizare a contactelor intre traseele conductoare dispuse in mai multe plane:
q cablaje cu gauri nemetalizate la care contactul se asigura prin intermediul unor conductoare masive;
q cablaje cu gauri metalizate;
q cablaje cu contacte obtinute prin cresterea de straturi metalice;
dupa caracteristicile mecanice ale suportului izolant:
q rigide;
q flexibile, tot mai des utilizate in calculatoarele electronice si aparatura electronica aeronautica.
Proiectarea cablajului imprimat se poate realiza manual sau automat.
Dimensiunile si forma cablajului imprimat rezulta din urmatoarele considerente:
a. mecanice: spatiul disponibil, dimensiunile si forma pieselor sau a terminalelor, modul de fixare a pieselor mari si a radiatoarelor;
b. electrice: curenti, tensiuni si frecvente de lucru. Curentul determina latimea traseelor, tensiunea influenteaza distanta minima dintre doua trasee vecine iar frecventa limiteaza lungimea maxima a traseelor paralele;
c. tehnologice: metoda de obtinere a desenului pe suprafata placata - cum ar fi metoda serografica, foto, manuala etc;
Proiectarea cablajelor imprimate. Principalele aspecte care trebuie avute in vedere sunt:
gaurile de conectare pe cablaj a terminalelor componentelor se recomanda sa fie dispuse in nodurile unei retele de coordonate (fictive) cu pasul de 2,54 mm (eventual 2,5 mm - cum ar fi, de exemplu, la foaia de matematica);
diametrele gaurilor de conectare vor avea valorile standardizate: 0,8; 1,3 sau 2 mm, in functie de dimensiunile terminalelor componentelor (destul de des se utilizeza 1 mm);
traseele conductoare vor fi astfel plasate incat sa fie separate cat mai mult caile de semnal mic de cele de semnal mare, caile de joasa frecventa de cele de inalta frecventa, astfel incat sa se inlature sau sa se reduca la minimum influentele reciproce dintre acestea;
se acorda o atentie deosebita dispunerii si formei conductorului de masa, care va fi realizat sub forma masiva, traseu neintrerupt, distinct de celelalte trasee;
latimea traseelor conductoare este determinata de intensitatea curentului care circula prin acestea si de temperatura de functionare. Latimea conductoarelor imprimate, strabatute de curenti mari, se calculeaza pe baza densitatii de curent admisibile J=20A/mm2. De exemplu, latimea l a unui conductor imprimat, parcurs de curentul I=7A, daca grosimea foliei de cupru a placatului este h=70mm, este:
![]()
distanta minima dintre traseele conductoare este determinata de diferenta de potential existenta intre ele (tabelul 3.2):
Tabelul 3.2 Distanta minima dintre traseele conductoare ale unui cablaj imprimat
|
Tensiunea intre conductoare (c.c.) sau valoarea de varf (c.a.) [V] |
Spatiul minim [mm] |
|
peste 500 |
0,005 V/mm |
in cazul circuitelor care lucreaza la frecvente inalte, proiectarea cablajelor imprimate impune o analiza amanuntita a dimensiunilor si formei traseelor conductoare, a naturii si grosimii conductorului si a suportului izolant. Trebuie avuta in vedere si capacitatea distribuita intre traseele conductoare. Se determina cu ajutorul unor nomograme.
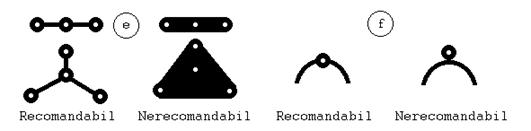
la stabilirea configuratiilor traseelor conductoare si a formei pastilelor de lipire pe placa de cablaj imprimat se va tine seama de urmatoarele recomandari:
a.
se vor alege traseele de cablaj cele
mai scurte;
b. se vor evita unghiurile exterioare ascutite, care pot produce exfolierea suprafetei;
c. se vor evita unghiurile interioare pronuntate;
d.
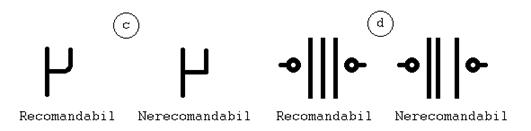
cand conductoarele trec printre
terminale se vor mentine spatii egale intre terminale si
conductoare;
e. se vor evita pastilele de lipire cu suprafata mare, deoarece pot produce probleme in procesul de lipire;
f.
configuratia traseului se va
mentine simetrica in jurul gaurii, in scopul producerii de
lipituri simetrice;
g. raza R a pastilei de lipire va fi de 2 . 3 ori mai mare decat diametrul d al gaurii de conectare a componentei;
h.
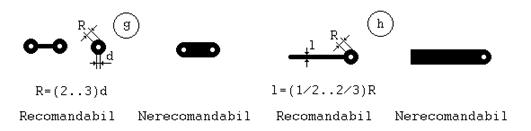
latimea l a conductorului de legatura
intre pastile va fi 1/2 . 2/3 din raza R
a pastilei de lipire.
in scopul asigurarii unei bune umectari de catre aliajul de lipit topit, impuritatile grosiere (murdarie, grasimi etc.) trebuie inlaturate de pe suprafetele de lipire inainte de procesul de lipire. O atentie aparte trebuie acordata unei bune curatiri a suprafetelor de cupru ale cablajului;
imbunatatirea sudabilitatii prin cositorirea bornelor de conectare a unor componente (in general cele pasive, mai rezistente la soc termic) si a suprafetei de cupru a cablajului;
suprafetele altor piese (prize de contact) pe care se efectueaza lipirea conexiunilor se pregatesc prin cositorire sau argintare, dupa ce in prealabil au fost degresate si decapate;
este recomandabil ca dispunerea componentelor pe placa de cablaj sa fie cat mai ordonata, ceea ce faciliteaza montarea, lipirea si depanarea si permite controlul influentelor electrice reciproce. Componentele cu montare axiala trebuie dispuse in randuri ordonate, avand - pe cat posibil aceeasi orientare si aceeasi dimensiune de montare. Componentele polarizate (diode, condensatoare electrolitice s.a.) trebuie ordonate avandu-se in vedere directia de polarizare;
componentele active sau pasive, cu gabarit mic sau mijlociu se pot fixa direct pe cablaj, fie prin implantarea terminalelor componentelor in gauri (modul de fixare utilizat in majoritatea cazurilor) fie prin asezarea terminalelor direct pe contactele de lipire (CI cu capsula de tip flat-pack sau dispozitivele de tip SMD);
componentele mai voluminoase sau mai grele (condensatoare electrolitice, transformatoare, radiatoare etc.) trebuie fixate corespunzator pe cablaj, de obicei cu ajutorul unor dispozitive mecanice de sustinere (socluri, coliere de strangere, suruburi si piulite s.a.);
echiparea cu componente a placilor de cablaj imprimat necesita o operatie anterioara de pregatire sau formare a componentelor, prin aducerea terminalelor acestora la forma cea mai avantajoasa pentru echipare si contactare.
q componentele trebuie formate astfel incat marcajul sa fie dispus in sus, ceea ce permite ca ele sa poata fi identificate cu usurinta daca placa este privita perpendicular spre fata de dispunere a componentelor;
q trebuie avut grija ca raza de indoire a terminalelor componentelor sa nu fie prea mica (sub 1,5 mm) iar aceasta operatie sa nu se efectueze prea brusc, pentru a nu afecta integritatea terminalelor;
q
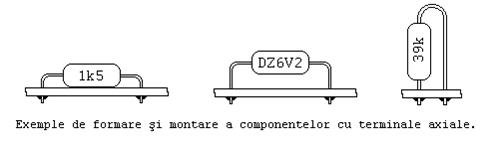
in scopul reducerii solicitarii
termice a componentelor in procesul de lipire dar si in timpul
functionarii montajului, se recomanda acele moduri de formare
si montare care asigura o distanta suficienta a
componentei fata de placa si o lungime suficienta a
terminalelor (de exemplu diodele redresoare, de comutatie si Zener
cilindrice evacueaza caldura prin terminale si din aceasta
cauza trebuie sa fie formate cu terminale mai lungi);
pe cat posibil se prefera montarea orizontala a componentelor cu terminale axiale; doar in cazuri speciale (din considerente de spatiu disponibil foarte mic) se pot monta aceste componente si vertical;
Copyright © 2024 - Toate drepturile rezervate