|







 |  |
|
| |
 | Afaceri | Agricultura | Economie | Management | Marketing | Protectia muncii |
| Transporturi |
PROIECT
Tehnologia confectionarii manecii de pijama
CUPRINS
Argument
Cap I. Notiuni generale
1.1. Clasificarea manecilor
Cap II. Prezentarea manecilor
2.1. Variante constructive a manecilor
2.2. Schita tehnologica a produsului
2.3. Harta produsului
Cap III. Alegerea materialului pentru confectionarea "manecilor"
3.1. Materiale de baza
3.2. Materiale auxiliare
Cap IV. Tehnologia confectionarii produsului
4.1. Tipuri de cusaturi folosite la confectionarea produsului
4.2. Uilaje folosite la confectionarea produsului
4.3. Procesul tehnologic de confectionare
ARGUMENT
Maneca reprezinta o parte a articolelor de imbracaminte, indispensabila diverselor tipuri de bluze, geci, sacouri si haine. Acest produs poate fi realizat sub diferite variante estetice si dimensionale realizandu-se un tot unitar cu piesa de imbracaminte careia ii este atasata sau din care face parte.
Din punct de vedere tehnologic, succesiunea fazelor, tipurilor de cusaturi, pot fi alese astfel incat modelul sa fie bine realizat cu rezistenta la purtare si intretinere.
Am ales aceasta tema pentru a-mi demonstra competentele tehnice practice si teoretice pe care le-am dobandit in anii de studii la Colegiul National NAPOCA, in domeniul confectiilor textile. In timpul orelor de specialitate, prin succesiunea modulelor studiate mi-am insusit cunostintele care sa ma ajute sa confectionez diferite produse de imbracaminte.
Maneca este partea de imbracaminte care acopera bratele sau prin care intra bratele. Modelul manecii este una dintre caracteristicile modei in vestimentatie, acesta variind de-a lungul secolelor, cunoscand o multitudine de particularitati de la o tara la alta. Modele diferite ale primelor forme de maneci se intalnesc inca la diferite tipuri de tinute academice sau alte forme de imbracaminte. In zonele unde s-a purtat maneca lunga care atarna pe langa corp, cum este inca cazul in China si Japonia, maneca este folosita drept buzunar, de unde si expresia "asul din maneca".
Manecile pot fi lungi sau scurte. Ele sunt lungi la majoritate camasilor, dar se intalnesc si maneci scurte, cel mai intalnit exemplu este la tricouri.
In domeniul confectiilor textile etapa de proiectare reprezinta o viziune a esteticii, tehnologiei asupra organizarii productiei si a produsului finit in general.
Prin fazele si operatiile de confectionare stabilite in acest proiect pentru produsul ales se pot diversifica fazele tehnologice si pentru alte modele, ale aceluiasi produs, prin introducerea si a altor faze si operatii necesare.
Materialele din care se realizeaza manecile, ca parte integranta a produselor, sunt tesaturi, tricoturi din fire de bumbac si tip bumbac, contribuind astfel impreuna cu tipul de silueta al produsului la confortul purtatorului.
Varietatea de modele sub care se confectioneaza maneca, respectiv produsul de imbracaminte, asigura purtatorului un confort sporit.
Bunul gust al purtatorului se manifesta nu numai in alegerea materialelor, tipurilor de croiala, cromatica produselor vestimentare exterioare, ci si in alegerea tipului constructiv de maneci.
Estetica produsului in general, este influentata si de bunul gust, gradul de civilizatie, gradul de cultura al purtatorului atat pentu imbracamintea de lenjerie cat si pentru cea exterioara.
Astfel consider ca prin aceasta tema imbin toate cunostintele pe care le-am dobandit in anii de studii.
Cap I. Notiuni generale
1.1.Clasificarea manecilor
Criterii de clasificare:
Forma manecilor si modul lor de executie difera nu numai de la un sortiment la altul, dar chiar si de la model la model.
Astfel, din punct de vedere constructiv manecile pot fi: scurte sau lungi, drepte, bufante, stranse pe brat, croite dintr-o singura bucata de material sau din doua bucati, cu o singura cusatura la subrat sau cu cusatura la subrat si pe linia cotului sau pe fata manecii in prelungirea liniei umarului, maneci pentru: sacou, palton (imbracaminte groasa) sau pentru imbracaminte subtire, maneci dintr-un singur strat sau din mai multe straturi.
Cand manecile sunt drepte si au o singura cusatura, aceasta se incheie potrivind semnele respective, se surfileaza si se preseaza umidotermic.
Daca manecile au mansete, se executa intai slitul, apoi cusatura de subrat, faldurile, dupa care se aplica manseta si se increteste capul manecii.
Maneca stransa pe brat va avea pensa pe linia cotului, pe directie verticala sau orizontala. Daca materialul permite, valoarea pensei orizontale poate fi redusa umidotermic, concomitent cu intinderea partii din fata. Prelucrarea umidotermica se executa inainte de taierea semnelor largi.
La manecile croite din doua bucati de material, daca cusatura de pe fata manecii sau cea de pe linia cotului mai prezinta si un tighel de garnitura pe fata, se executa atat cusatura de imbinare a celor doua detalii, cat si tighelul ornamental, dupa care se incheie maneca pe cusatura de subrat.
De retinut ca toate celelalte cusaturi, garnituri, slituri, pense, incrustatii etc. indicate de model, se executa pe maneca desfacuta si numai dupa aceea se incheie cusatura de subrat.
Maneca clasica
Maneca clasica cu o cusatura: Acest tip se utilizaeaza la imbracamintea subtire, in timp ce pentru produsele din materiale groase, maneca clasica are doua cusaturi, care ii permit sa urmareasca linia cotului.
Maneca clasica cu doua cusaturi, utilizata mai ales la imbracamintea exterioara groasa si semigroasa, a fost construita grafic atat pentru taiorul de femei, cat si pentru sacoul de barbati.
Maneca raglan
Maneca raglan este maneca ce se extinde pana la guler. Pornind de la maneca clasica, se taie partea superioara a fatei si a spatelui corsajului, se creste adancimea rascroiturii bratului si transformarea acestor cantitati de material in prelungirea manecii clasice - care va fi despicata pe verticala, pornind de la varful capului manecii.
Maneca chimono
Se caracterizeaza prin croirea ei dintr-o singura bucata cu fata sau cu spatele produsului. Putem realiza maneca chimono prin taierea tiparului clasic al manecii pe verticala si aplicarea acestuia in prelungirea liniei umarului la fata si respectiv la spatele bluzei clasice.
Croiul chimono este destul de putin utilizat pentru produsele in serie din cauza consumului mare de material. Se utilizeaza o varianta de croi numita "semichimono", varianta ce perimte taierea spatelui sau si a fetei pe o linie apropiata de cea a rascroiturii clasice a manecii si taierea separata a tiparului de maneca.
Maneca clopot
Maneca clopot - aceasta maneca este lunga cu amploarea maxima pe linia de lungime, la terminatia antebratului.
Maneca pagoda
Este maneca larga, cu forma de clopot populara in anii 1860, purtata peste o "engageante" sau maneca falsa.
Maneca din doua piese
Este maneca taiata in doua bucati, una exterioara, una interioara pentru a perimite sa ia forma unui usor "L" pentru a se acomoda cu indoirea naturala a cotului fara a se sifona; folosita in imbracaminte croita.
Maneca trei sferturi - o maneca ce se intinde de la umar pana la mijlocul antebratului. La moda in Statele Unite in anii 1950 si apoi in secolul XXI.
Cap II. Prezentarea manecilor
Maneca este parte integranta a articolelor din categoria articolelor de vestimentatie cu sprijin pe umeri







2.1. variante constructive a manecilor ( se va face tiparul pentru o maneca dintr-o bucata si din doua buc.)
Tiparul manecii clasice cu o cusatura
1. Proiectarea tiparului incepe construind un unghi drept cu varful in punctul A. Pe verticala din A vom determina lungimea manecii AL = Lb = 62 cm si marimea AB care reprezinta inaltimea capului manecii AB: = Pb: 4+3,5=15,5 cm.
 Se duce
o orizontala prin A si se determina linia de baza numita inaltimea capului
manecii, iar cu orizontala dusa prin B - linia de profunzime a rascroiturii
manecii. Pe orizontala din A se stabilesc:
Se duce
o orizontala prin A si se determina linia de baza numita inaltimea capului
manecii, iar cu orizontala dusa prin B - linia de profunzime a rascroiturii
manecii. Pe orizontala din A se stabilesc:
AA¹ = latimea capului manecii cu relatia
AA¹ = Pb: 3+2,5=18,5cm
La jumatatea distantei AA¹ obtin
punctul A² numit varful capului manecii
verticale duse prin A si A¹ determina latimea capului
manecii.
Pozitia liniei de baza orizontala a cotului CC¹ se poate afla astfel:
linia de baza de lungime a manecii este orizontala dusa prin punctul L obtinut pe verticala din A prin adaugarea distantei AL=Lb=62cm (unde Lb reprezinta lungimea bratului)
latimea totala a maneciise stabileste pe orizontala trasata prin B. spre stanga punctului B se adauga 5 . .6cm: BB¹=LL² = 5 . 6cm. Din B¹ spre dreapta se iau:
B¹B³=BB¹=BB²=12,5cm. Distanta B²B³ va reprezenta latimea totala a manecii in zona subratului, egala, in acest caz, cu cea de pe linia de lungime L²L³.
In zona cotului se ajusteaza maneca prin punctul CC²=BB² - 1,5=3,5 si C4C³ = 1 . .1,5cm.
Pe verticala A¹L¹ se realizaeaza o pensa de ajustare spre terminatia manecii avand adancimea de: L4L5 = L4L6 = 4 . ..5cm. Pe verticala situata pe directia cotului, unde este plasata aceasta pensa, se lungeste maneca cu L¹L4 = 2 . .3cm, stiut fiind faptul ca toate manecile au lungimea mai mare spre spate pentru a perimite indoirea manecii pe cot.
liniile B²C²L² si B³C4L³ se suprapun pentru a realiza cusatura de inchidere a manecii.
Pentru trasarea conturului capului manecii se vor stabili mai intai pozitia punctului R (BR = 3 = constant pentru toate marimile) care reprezinta semnul de la rascroitura manecii ce va coincide cu cel din tiparul fetei, la montarea ei in rascroitura bratului se marcheaza pozitiile punctelor R¹ si R² (B¹R¹ = Pb: 8=6cm; R¹R²=2cm) dupa care se unesc punctele A² cu R si cu R², urmand ca din varfurile A si A¹ sa duc perpendiculare pe cele doua puncte necesare pentru a trasa conturul capului manecii: B²Ra²A²a³R²B³.
Fata manecii are rascroitura mai mica decat zona situata spre spate, fapt ce ne permite sa deosebim, la montarea in rascroitura maneca stanga de cea dreapta. Un alt criteriu de recunoastere este pozitia pensei de pe directia cotului plasata tot spre spate.
Tiparul manecii cu doua cusaturi
Maneca clasica cu doua cusaturi, utilizata mai ales la imbracamintea exterioara groasa si semigroasa, a fost construita grafic atat pentru taiorul de femei, cat si pentru sacoul de barbati.
FATA
AB = Pb: 4=4 =16cm
AA¹ = Pb: 3+3=19cm
AL = Lm+1=63cm
BC =BL: 2-2=20,5cm
CC²=2,5cm; BB²=LL¹=4cm
BR=B³R (de la piept) + 0,5 = 5cm
B¹R¹=BR+2=7cm
 R¹R²=3,5cm;
R²R³=0,8 . . 1cm
R¹R²=3,5cm;
R²R³=0,8 . . 1cm
AA²=AA¹:2=9,5cm
aa²=Aa:3-0,2=2,5cm; a¹a³=A¹a¹:3-0,3=1,8cm
CK = 5 - punctul K ajuta la trasarea unui punct drept
cu varful in punctul L pentru a stabili inclinatia liniei de
lungime a manecii; aceasta este mai lunga pe cusatura
de incheiere a cotului pentru a nu parea mai scurta cand
bratul este indoit.
LL²=Pb:8+8=14cm
C¹C³=1cm.
DOSUL
BB³=LL³=2,5cm; CC4=4cm
R¹R4 = 5cm R5R4 = 1cm; C¹C5 = 1 cm
BB4 = BB¹: 3 = 6,3cm; B³b = 1cm; bb¹ = 0,8cm.
Liniile de baza ale manecii cu doua cusaturi sunt aceleasi cu cele ale manecii cu o singura cusatura.
Liniile de contru ale acestei maneci vor fi:
la fata:
- B²C²L¹ - linia de incheiere a manecii plasata spre fata
- R²C³L² - linia de incheiere a manecii pe directia cotului
- B² Ra²A²a³R³R² - conturul capului manecii
la spate:
- B³C4L³ - linia de incheiere a manecii plasata spre fata
- R5C5L² - linia cusaturii de incheiere a manecii pe directia cotului
- B³b¹B4R4R5 - conturul capului manecii
- L³L² - linia de lungime a manecii.
La croiul de maneca cu doua cusaturi se construieste mai intai tiparul fetei si apoi, pe liniile lui, dosul, tiparul sau fiind trasat in interiorul celui de fata.
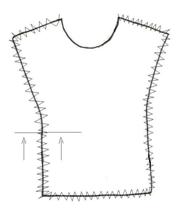
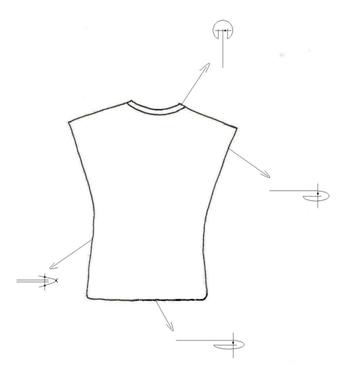
2.2. Schita tehnologica a produsului ( se va desena maneca in vedere frontala cu schita sectiunilor cusaturilor dar la maneci nu la un produs fara maneci ?
II.2. Harta produsului
1.Fata produsului:
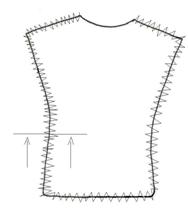
 2.Spatele
produsului: schitele
manecilor cu sectiuni
2.Spatele
produsului: schitele
manecilor cu sectiuni

Cap III.Alegerea materialului pentru confectionarea "manecilor"
3.1. Materiale de baza
Rolul principal in componenta unui obiect vestimentar il indeplineste materialul de baza
Materialul de baza se numeste materialul care indeplineste functia principala la produs si este intrebuintat la confectionarea produsului.
Exceptii apar la anumite produse cum ar fi:
- pardesie pentru ploaie sau bluze de vant unde materialul de baza poate fi utilizat si pentru dublarea acestuia, avand in acest caz si rol de captuseala (sau de material auxiliar).
Pentru confectionarea imbracamintei se pot folosi diferite materiale de baza, acestea fiind in functie de produse (jachete, pardesie, rochii) si de destinatia pe care o are produsul confectionat in procesul purtarii (imbracaminte de seara, de lucru).
Tesaturile sunt materiale textile obtinute prin incrucisarea firelor textile. Ca urmare a modului de realizare, tesaturile prezinta o buna stabilitate si rezistenta la purtare. Industria de textile din tara noastra realizeaza o diversitate de tesaturi care sunt utilizate pentru confectionarea imbracamintei cat si pentru alte destinatii.
Tesaturile de bumbac sunt in general tesaturi usoare care se produc pe latimi de 70, 80 si 90 cm si se pliaza sau baloteaza pe intreaga latime. Aceste tesaturi sunt destul de subtiri avand un grad ridicat de higroscopicitate, ceea ce le recomanda cu prisosinta la confectionarea lenjeriei si imbracamintei subtiri. Tesaturile de bumbac se produc in culori pastel, imprimate cu dungi sau numai albite.
Tesaturile semigroase de bumbac se intrebuinteaza la confectionarea rochiilor, fustelor, pantalonilor, costumelor si a unor pardesie, echipamente de productie, bluze de vant sau pelerine de ploaie. Tesaturile semigroase din bumbac se produc in culori deferite in functie de produsul la care se utilizeaza
Tesaturile de bumbac se pot realiza numai din fibre de bumbac (100%) sau in amestec cu fibre sintetice. Tesaturile produse in amestec cu alte fibre se numesc tesaturi tip bumbac.
3.2. Materiale auxiliare
Ca materiale auxiliare se considera materialele utilizate la confectionarea imbracamintei, care in functie de produs si model, pot lipsi din componenta produsului.
Principalele materiale auxiliare sunt:
-captuseli, intarituri, ata de cusut, furniturile si diverse garnituri.
La bluza de pajama ca materiale auxiliare folosim:
- Ata de cusut - este un material auxiliar folosit la asamblarea si prelucrarea imbracamintei sau pentru alte scopuri.
In industria de confectii ata de cusut are diferite intrebuintari si se produce din fibre naturale sau sintetice, clasificandu-se astfel:
Dupa destinatie in procesul confectiei:
- Ata pentru cusatura tighel - se foloseste la cusaturi de imbinare sau de fixare a detaliilor imbracamintei.
Dupa natura fibrelor din care se produce ata:
- Ata de bumbac - care se intrebuinteaza la coaserea imbracamintei din tesaturi de tricoturi, produse din fire de bumbac sau tip bumbac, matase, in si canepa sau lana si tip lana sau din fire sintetice. De asemenea aceasta ata poate fi utilizata la coaserea blanurilor naturale sau artificiale.
Cap IV. Tehnologia confectionarii produsului
4.1. Tipuri de cusaturi folosite la confectionarea produsului
In organizarea procesului tehnologic, pentru confectionarea bluzei de pijama si a manecii, cusaturile mecanice au un rol deosebit de important, atat pentru calitatea executiei, cat si pentru eficienta economica a acesteia.
Pentru confectionarea produsului bluzei de pijama si a manecii se folosesc cusatura tighel si cusatura de incheiat-surfilat in trei fire.
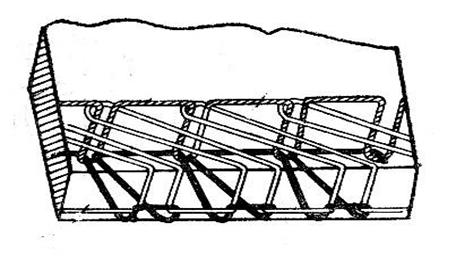
Cusatura tighel simplu :
Este alcatuita din doua fire care se depun paralel pe cele doua suprafete ale materialelor cusute. Imbinarea detaliilor se face prin puncte de coasere numite pas de cusatura, care reprezinta elementul principal al acestui proces. Pasul 'p' al cusaturii tighel este variabil ca lungime, avand limite intre 0-5 mm. Aceasta cusatura poate fi aplicata la coaserea tesaturilor si a tricoturilor a caror grosime nu depaseste 7 mm.
Tighelul simplu este caracterizat prin elasticitatea redusa care se datoreaza modului de asezare a firelor si a structurii de legatura a firelor de coasere.
La o cusatura normala, punctele de cusatura a firelor se formeaza pe mijlocul grosimii straturilor cusute, conditie care asigura cusaturii un aspect placut si frumos.
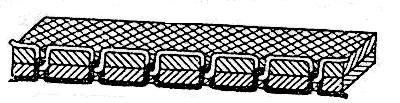
Cusatura triploc :
Este destinata operatiilor de surfilare sau incheiat-surfilat. Aceasta cusatura are pasul reglabil in lungime de la 1,2 la 3,5 mm, iar in latime, de la 2,5 la 6 mm.
Cusatura de surfilat triploc are elasticitate ridicata si este utilizata destul de des la surfilarea detaliilor imbracamintei.
4.2. Uilaje folosite la confectionarea produsului
1. Masina simpla de cusut
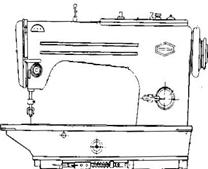
In industria de confectii din tesaturi, masinile simple de cusut au o larga utilizare. Aceste masini realizeaza o cusatura tighel cu acelasi aspect pe ambele fete ale materialului si efectueaza operatii de asamblare prin coaserea detaliilor de imbracaminte, din tesaturi, sau cusaturi de ornament.
Aceasta masina are toate piesele in miscare, montate in interior pentru a fi ferite de praf si murdarie. Masina executa o cusatura cu doua fire de ata, un fir superior de la ac si unul inferior de la apucator.
Masina de cusut se compune din urmatoarele parti componente :
Masa masinii este formata din masa de lucru propriu-zisa si cadrul de sustinere.
Corpul masinii este alcatuit din: capul masinii, placa de baza, capacul baii de ulei, volantul, roata de curea, capacul superior, placa frontala, dispozitiv de tensionare al firului superior, dispozitiv de reglare a pasului de cusatura, conducator de fir, parghie.
Rolul masinii simple in procesul de productie este de a realiza cusatura tighel necesara coaserii la operatiile de asamblare si fixare a detaliilor de imbracaminte.
Productivitatea masinii este de 3000-4000 impunsaturi / min, acestea variind dupa felul materialului, adica la coaserea materialelor subtiri si semigroase numarul de impunsaturi este maxim, iar pasul cusaturii mic. La materialele groase, numarul de impunsaturi este maxim si pasul cusaturii mare.
Pentru a asigura o buna calitate produselor cusute, se da o mare atentie alegerii marimii acului si a atei in functie de fiecare material in parte, precum si presiunii piciorusului.
2. Masina triploc :
Masina de cusut si surfilat este utilizata la coaserea materialelor efectuand concomitent surfilarea marginilor tesaturilor sau tricoturilor si taierea rezervei cusaturii la o anumita distanta. Masina triploc lucreaza cu doua sau trei fire de ata, avand un singur ac si doua apucatoare.
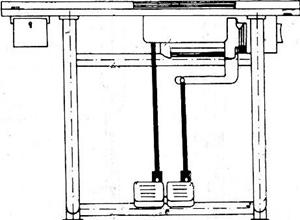
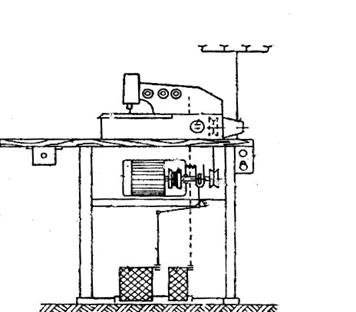
Masina triploc se compune din doua parti principale si anume : masa masinii si corpul masinii.
Masa masinii este montata pe niste suporturi consolidate prin traversa care mai sustine si motorul electric. Pe axul motorului este montata o roata de frictiune care se cupleaza cu cealalta roata de frictiune cand se actioneaza dispozitivul de cuplare. Pe axul rotii de frictiune se mai afla si roata de curea prin care se actioneaza arborele principal al masinii. La partea inferioara sunt montate pedalele ; o pedala este folosita pentru cuplarea rotilor de frictiune in vederea actionarii masinii, in acest sens prin apasarea pedalei se mai actioneaza si tija si parghia dubla prin care sunt deplasate spre stanga rotile care preiau miscarea de rotatie de la roata de frictiune. Prin actionarea celeilalte pedale este trasa in jos parghia de la piciorusul de fixare a materialului care il ridica in functie de momentul tehnologic al operatiei.
In partea dreapta pe suportul masinii se afla montat intrerupatorul prin care masina este cuplata la sursa de energie electrica. Corpul masinii incorporeaza mecanismele si organele de lucru care participa la formarea cusaturii. In partea dreapta a corpului se afla volantul si vizorul care indica nivelul uleiului in rezervor.
Masina triploc face parte din categoria masinilor speciale, care efectueaza cusaturi de incheiat si surfilat sau numai cusaturi de surfilat. Ea are o productivitate ridicata, viteza de lucru a masinilor triploc moderne ajungand pana la 7000 impunsaturi / min.
IV.3. Procesul tehnologic de confectionare
Procesul tehnologic de confectionare reprezinta totalitatea operatiilor si fazelor tehnologice desfasurate intr-o ordine logica pentru confectionarea bluzei de pijama si a manecii acesteia. Procesul de confectionare cuprinde operatii de prelucrare a detaliilor, operatii de asamblare a detaliilor si operatii de finisare a produsului finit.
Se va face proces tehnologic de confectionare a manecilor dintr-o bucata si doua buc.
|
Nr. Art. |
Denumirea fazei |
Reprezentarea frontala a fazei |
Reprezentarea in sectiunea fazei |
Utilaze si dispozitive folosite |
|
|
Prelucrarea fetei Surfilarea fetei pe toate liniile, mai putin la delcoteu. Surfileaza maneca |
|
|
-masina triploc |
|
|
Prelucrarea spatelui Surfilarea spatelui pe toate liniile, mai putin la rascroiala gatului. Coase maneca pe cusaturie de imbinare |
|
|
-masina triploc |
|
|
-Surfilarea benzi pe latura calca cusaturile maneciiexterioara si linia umarului. |
|
|
-masina triploc |
|
|
|
|
-masina simpla de cusut |
|
|
-Descalcarea cusaturi. |
|
|
-masina simpla de calcat |
|
|
Asamblarea detaliilor -Coaserea fetei cu spatele pe linia umerilor. |
|
|
-masina simpla de cusut |
|
|
-Descalcarea cusaturi. |
________________ |
____________ |
-masina simpla de calcat |
|
|
-Coaserea fetei cu spatele pe liniile laterale. |
|
|
-masina simpla de cusut |
|
|
-Descalcarea cusaturi. |
________________ |
____________ |
-masina simpla de calcat |
|
|
-Indoirea simpla si tighelirea la derminatia manecii. |
|
|
-masina simpla de cusut |
|
|
-Inchiderea simpla si tighelirea benzi la terminatia inferioara. |
_____ _______ ______ _______ |
______________ |
-masina simpla de cusut |
|
|
-Fixarea benzii la decolteu cu primul tighel. |
_____ _______ ______ ______ |
______________ |
-masina simpla de cusut |
|
|
-Intoarcerea benzi spre interior si calcarea. |
_____ _______ ______ _______ |
-masina simpla de calcat |
||
|
-Fixarea benzi cu al doilea tighel. |
_____ _______ ______ _______ |
-masina simpla de cusut |
||
|
Finisarea produsului. -Curatirea bluzei de ate. |
_____ _______ ______ _______ |
-foarfec |
||
|
-Calcarea finala. |
_____ _______ ______ _______ |
-masina simpla de calcat |
ANEXA
Bibliografie:
Curelaru M., Bratoi E., Dictionar de termeni de specialitate din industria
textile-pielarie, Editura Spiru Haret, Iasi 2004;
Mitu S., Mitu M., Bazele tehnologiei confectiilor textile, vol I-II, Editura
Performantica, Iasi, 2005;
Neagu G., Moisiu S., Cibotariu L., Utilaje si tehnologii de profil, pregatire generala: tricoter confectioner, manual pentru scoala profesionala, anul II,
Editura Economica Preuniversitaria, Bucuresti, 2000;
Papaghiuc V., Ionescu I., Florea A., Proiectarea sistemelor de fabricatie pentru produse de imbracaminte, Editura Performantica, Iasi, 2004.
www moda
www etc
reviste
Copyright © 2024 - Toate drepturile rezervate